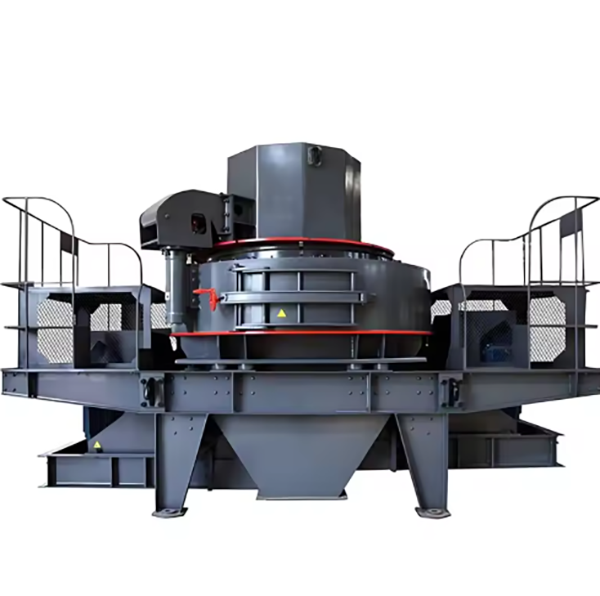
Üst Kapak: Kırma odasının üst kısmını oluşturan döküm çelik (ZG270-500) veya kaynaklı çelik yapı (Q355B). Darbe kuvvetlerine dayanacak şekilde güçlendirilmiş kaburgalara sahip bir besleme portu ve malzeme kılavuz cihazı ile donatılmıştır.
Kırma Odası: Aşınmaya dayanıklı plakalarla (yüksek kromlu dökme demir Cr20) kaplı silindirik bir boşluk. İki tip hazne vardır: girdap şeklinde bir astarı olan "taş-üstü-taş" (sert malzemeler için) ve 反击板 (darbe plakası) olan "taş-üstü-demir" (orta sert malzemeler için).
Alt Çerçeve: Rotor ve motoru destekleyen, ankraj cıvatalarıyla temele sabitlenmiş, ağır hizmet tipi döküm çelik (ZG35CrMo) taban. Üzerinde bir tahliye portu ve bakım için bir erişim kapağı bulunur.
Rotor Diski: Ana şaft üzerine monte edilmiş, kalınlığı 50-100 mm olan dövme çelik (42CrMo) disk. Eşit dağılımlı malzeme fırlatma başlıkları (6-12 adet) ve malzeme hızlandırma akış kanallarına sahiptir.
Kafa Atma: Yüksek kromlu dökme demirden (Cr20–25) veya sementit karbürden yapılmış, rotor diskine cıvatalanmış aşınmaya dayanıklı bileşenler. Şekilleri (kavisli veya düz), malzeme fırlatma hızını ve açısını belirler.
Ana Şaft: Rotor diskini motora bağlayan, çapı 80-180 mm olan dövme alaşımlı çelik (40CrNiMoA) şaft. Her iki ucunda yüksek hızlı dönüşe dayanacak şekilde yüksek hassasiyetli açılı temaslı bilyalı rulmanlar ile desteklenmiştir.
Besleme Hunisi: Malzemeleri kırıcıya yönlendiren, aşınmaya dayanıklı astarlı kaynaklı çelik yapı. Besleme hızını kontrol etmek için titreşimli besleyici veya ölçüm cihazı ile donatılmıştır.
Malzeme Dağıtıcısı: Üst kapağın içinde bulunan koni biçimli bir bileşen, malzemeleri iki parçaya dağıtır: bir parça hızlanma için rotora girer ve diğeri taş üstüne taş kırmak için kırma odasına düşer.
Motor: Hız ayarı için frekans konvertörlü yüksek hızlı asenkron motor (75–315 kW). Ana şafta bir kaplin veya V kayış tahrikiyle bağlanır.
Kasnak/Kaplin: V kayış tahrikinde, ana şaft üzerinde büyük bir kasnak ve motor üzerinde küçük bir kasnak, 1:1,2–1:1,5'lik bir aktarım oranı sağlar. Enerji kaybını azaltmak için doğrudan tahrikte kaplinler (örneğin elastik pimli kaplin) kullanılır.
Yağlama Sistemi: Yataklara yağlayıcı sağlayan otomatik gres yağlama pompası veya ince yağ yağlama sistemi. İnce yağ sistemi, dakikada 2–5 litre akış hızına sahip ISO VG 32 yağ kullanır.
Soğutma Cihazı: Yağlama sistemine ait su veya hava soğutmalı radyatör, yüksek hızlı çalışma sırasında yağ sıcaklığını 60°C'nin altında tutar.
Kütük Isıtma: Çelik kütükleri plastikliğini sağlamak amacıyla gaz fırınında 1150–1200°C'ye kadar ısıtılır.
Dövme: Disk şeklini oluşturmak için, sıkıştırma ve çekme işlemleriyle açık kalıp dövme yöntemi kullanılır. Darbe direncini artırmak için tane akışı radyal yönde hizalanır.
Isıl İşlem: 840–860°C'de söndürme (yağ soğutmalı) ve 560–600°C'de temperleme ile HRC 28–32 sertlik ve ≥900 MPa çekme dayanımı elde edilir.
Desen Yapımı: Köpük kalıpları, fırlatma başlıklarının karmaşık şekli göz önüne alınarak %1,5-2,0 oranında büzülme payı ile üretilmektedir.
Kalıplama: Yüzey kalitesini artırmak için boşlukları zirkonyum esaslı refrakter kaplama ile kaplanan reçine bağlı kum kalıplar kullanılır.
Eritme ve Dökme:
Hammaddeler 1450-1500°C’de indüksiyon fırınında eritilerek, kimyasal bileşime krom ve molibden ilave edilir (C 3,0-3,5%, Cr 20-25%).
Erimiş demir, 1400-1450°C sıcaklıkta kalıba dökülür ve döküm hızı, kalıntı oluşumunu önlemek için kontrollü bir şekilde ayarlanır.
Isıl İşlem: 980–1020°C'de çözelti tavlaması (hava soğutmalı) ve 280–320°C'de temperleme ile HRC 60–65 sertlik ve iyi tokluk elde edilir.
Dövme: 1100–1150°C'ye kadar kütük ısıtıldıktan sonra kademeli ve kama yuvalı şaft oluşturmak için hassas dövme işlemi yapılır.
Isıl İşlem: 820–840°C'de söndürme (su soğutmalı) ve 500–550°C'de temperleme ile HRC 28–32 sertlik, ≥835 MPa akma dayanımı elde edilir.
Kaba İşleme: CNC freze tezgahı, atma başlıkları için dış çemberi, uç yüzeyini ve montaj deliklerini işlerken 1-2 mm'lik bir pay bırakır.
Hassas İşleme: Uç yüzeyinin ≤0,05 mm/m düzlüğe ve Ra1,6 μm yüzey pürüzlülüğüne kadar taşlanması. Cıvata deliklerinin (M16–M24) 6H diş toleransıyla delinmesi ve diş açılması.
Dönüyor: CNC torna tezgahı dış daireyi, basamakları ve kama yuvalarını işlerken 0,3-0,5 mm taşlama payı bırakır.
Bileme: Dergi yüzeyleri IT5 toleransına ve yüzey pürüzlülüğü Ra0,4 μm'ye göre taşlanmış olup, eksenellik ≤0,01 mm olacak şekilde sağlanmıştır.
Frezeleme: CNC işleme merkezi, astarın iç yüzeyini girdap veya darbe plakası tasarımına uyacak şekilde, yüzey pürüzlülüğü Ra3,2 μm olacak şekilde şekillendirir.
Sondaj:Üst kapak veya alt şase üzerine doğru konumlandırmayı sağlamak için montaj delikleri delinmiştir.
Kaynak ve Gerilim Giderme:Kaynaklanan parçalar (üst kapak, alt şasi) kaynak stresini ortadan kaldırmak için 600–650°C'de tavlanır.
Frezeleme: CNC freze tezgahı, üst kapak ve alt çerçevenin birleşme yüzeylerini işleyerek, sıkı sızdırmazlık için ≤0,1 mm/m düzlük sağlar.
Malzeme Testi:
Spektrometrik analiz kimyasal bileşimi doğrular (örneğin, fırlatma başlıklarındaki Cr içeriği).
Çekme ve darbe testleri mekanik özellikleri kontrol eder (örneğin, rotor diski darbe enerjisi ≥60 J/cm²).
Boyutsal Muayene:
Koordinat ölçüm makinesi (CMM) temel boyutları denetler: rotor diski kaçıklığı ≤0,05 mm, ana şaft mil çapı toleransı ±0,01 mm.
Lazer tarama, optimum malzeme akışını sağlamak için kırma odasının iç profilini kontrol eder.
Tahribatsız Muayene (NDT):
Ultrasonik test (UT), rotor diskinde ve ana şaftta bulunan iç kusurları tespit eder (kusurlar >φ2 mm reddedilir).
Manyetik parçacık testi (MPT), fırlatma başlıklarında ve rotor diskinde oluşan yüzey çatlaklarını inceler.
Performans Testi:
Dinamik Dengeleme: Rotor tertibatı aşırı titreşimi önlemek için G2.5 sınıfında (titreşim ≤2,5 mm/s) dengelenmiştir.
Test Çalışması: Yatak sıcaklığını (≤70°C) ve gürültüyü (≤85 dB) kontrol etmek için 2 saat boşta çalıştırın. Kum üretim hızını, tane şeklini ve fırlatma başlıklarının aşınmasını doğrulamak için 8 saat boyunca nehir çakıllarıyla yükleme testi yapın.
Temel Hazırlık: Gömülü ankraj cıvataları bulunan, düzlüğü ≤0,1 mm/m olan ve 28 gün kürlenmiş beton temel (C30 sınıfı). Gürültüyü ve titreşim iletimini azaltmak için temele 5-10 mm kalınlığında bir titreşim izolasyon yastığı yerleştirilmiştir.
Alt Çerçeve Montajı: Alt şase temele kaldırılır, şimlerle düzleştirilir ve ankraj cıvataları belirtilen torkun %70'ine kadar sıkılır.
Ana Şaft ve Rotor Tertibatı: Ana mil alt şasinin yatak yuvalarına monte edilir ve rotor diski mil üzerine monte edilir. Yataklar montajdan önce gresle (NLGI 2) yağlanır.
Atma Kafaları Kurulumu: Atma başlıkları rotor diskine tork 扳手 (tork 300–500 N・m) ile cıvatalanarak homojen dağılım sağlanır.
Üst Kapak ve Kırma Odası Montajı: Üst kapak alt şaseye cıvata ile tutturulmuş olup, kırma haznesi astarı malzeme sızıntısını önlemek için contalarla monte edilmiştir.
Besleme ve Tahrik Sistemi Kurulumu: Besleme hunisi üst kapağa monte edilmiş olup, motor ana şafta hizalanmıştır (eksenellik ≤0,1 mm). V kayışları uygun gerginlikte (100 N kuvvet altında 15–20 mm sapma) takılmıştır.
Yağlama ve Soğutma Sistemi Bağlantısı: Borular bağlanır ve yağlama sistemi akış ve basınç (0,2–0,4 MPa) açısından test edilir.
Devreye alma:
Dönüş yönünü ve stabiliteyi kontrol etmek için 1 saat boşta çalıştırın.
Malzemelerle yük testi yapılır, istenilen kum gradasyonuna ulaşmak için malzeme dağıtıcısı ayarlanır.
Tüm sistemleri sızıntı, anormal gürültü veya aşırı ısınma açısından kontrol edin ve gerektiği gibi ayarlamalar yapın.














