Üst Çerçeve: Besleme ve kırma haznesini oluşturan Q355B çelik saclardan (kalınlık 10-20 mm) yapılmış kaynaklı bir yapı. Darbe kuvvetlerine karşı koymak için takviyeli nervürlere (kalınlık 8-15 mm) sahip bir besleme hunisi ve darbe plakası ayar cihazları ile donatılmıştır.
Alt Çerçeve: Rotor ve motoru destekleyen döküm çelik (ZG270-500) veya kaynaklı çelik yapı. Ankraj cıvatalarıyla temele sabitlenmiş olup, alt kısmında stabiliteyi sağlamak için 15-30 mm kalınlığında bir tahliye deliği bulunur.
Rotor Diski: 20–50 mm kalınlığında, döküm çelik (ZG310-570) veya dövme çelikten yapılmış dairesel bir levhadır. Ana şaft üzerine monte edilmiştir ve çekiç şaftlarının takılması için eşit olarak dağıtılmış deliklere sahiptir.
Darbeli Çekiçler: Yüksek kromlu dökme demir (Cr15–20) veya alaşımlı çelikten (40CrNiMo) üretilen ana çalışma parçaları. Çekiç şaftlarına menteşelenmiş olup, modele bağlı olarak 2–20 kg ağırlığında olup serbestçe dönebilmektedir. Çekiç kafası, malzeme özelliklerine göre keskin veya küt şekilde tasarlanmıştır.
Ana Şaft: Rotor diski ile motoru birbirine bağlayan, çapı 50–200 mm olan dövme alaşımlı çelikten (40Cr) yapılmış bir şaft. Radyal ve eksenel yükleri karşılamak için her iki ucunda küresel makaralı rulmanlar bulunur.
Çekiç Milleri: Çekiç gözünden biraz daha büyük çaplı, 40Cr çelikten imal edilmiştir, böylece çekiçlerin esnek salınımı sağlanır.
Çarpma Plakaları: Yüksek manganez çelik (ZGMn13) veya yüksek kromlu dökme demirden yapılmış, 20-40 mm kalınlığında aşınmaya dayanıklı plakalar. Üst şasiye monte edilirler ve rotorla birlikte bir kırma boşluğu oluştururlar. Kırma aşamasına (birincil veya ikincil) bağlı olarak darbe plakalarının sayısı 1-3 arasındadır.
Ayar Cihazları: Darbe plakası ile rotor arasındaki boşluğu (5–50 mm) ayarlayarak deşarj partikül boyutunu kontrol eden hidrolik silindirler veya el çarkları. Her darbe plakası, esnek kontrol için bağımsız bir ayar mekanizmasına sahiptir.
Motor: Ana şafta V kayışı veya kaplin aracılığıyla bağlanan, güç sağlayan üç fazlı asenkron motor (15–315 kW). Motor hızı, malzeme sertliğine göre ayarlanabilir.
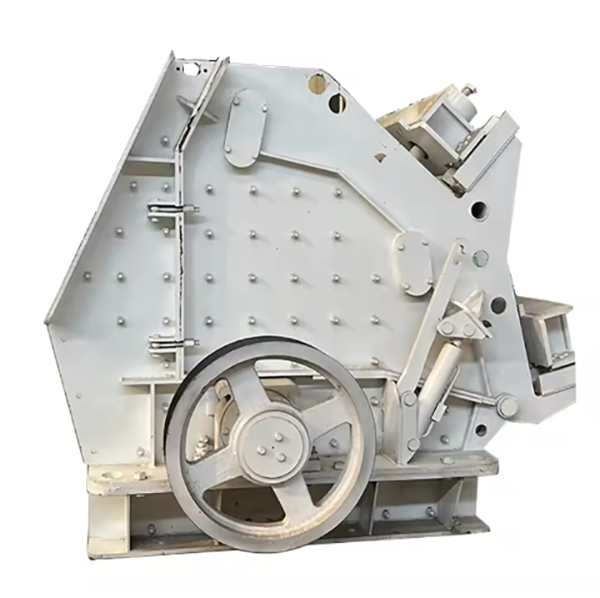
Kasnak/Kayış: Ana şaft üzerinde büyük kasnak ve motor üzerinde küçük kasnak bulunan, torku 1:2–1:5 aktarım oranıyla ileten V kayışlı tahrik sistemi.
Güvenlik Görevlileri: Çalışma sırasında oluşabilecek kazaları önlemek için rotor, kasnak ve besleme ağzına koruyucu kapaklar takılmıştır.
Toz Giderme Sistemi: Toz emisyonunu azaltmak için kırma odasına bağlı bir fan ve toz toplayıcı, toz toplama verimliliği ≥%95.
Yağlama Sistemi: Yatakların gres veya ince yağ ile yağlanması, sürekli yağlamayı sağlamak için otomatik yağlayıcılarla.
Desen Yapımı:Çekiç şekline göre kum veya köpük kalıplar yapılır, %1,5-2,0 oranında büzülme payı bırakılır.
Kalıplama: Yüzey kalitesini artırmak için boşlukları refrakter kaplama ile kaplanan reçine bağlı kum kalıplar kullanılır.
Eritme ve Dökme:
Hammaddeler 1450-1500°C’de indüksiyon fırınında eritilerek, kimyasal bileşime (C 2,8-3,5%, Cr 15-20%) ulaşmak için krom ve diğer alaşımlar eklenir.
Erimiş demir, 1400-1450°C sıcaklıkta kalıba dökülür ve döküm hızı, kalıntı oluşumunu önlemek için kontrollü bir şekilde ayarlanır.
Isıl İşlem: Sertliği (HRC 55–65) ve tokluğu artırmak için 950–1000°C'de çözelti tavlaması (hava soğutmalı) ve ardından 250–300°C'de tavlama.
Desen ve Kalıplama: Ahşap veya metal kalıplar kullanılır ve çekiç şaftı delikleri için çekirdekler içeren reçine bağlayıcılı kum kalıplar yapılır.
Döküm ve Isıl İşlem: Döküm çelik, 1520–1560°C'de eritilerek kalıba dökülür. Dökümden sonra, 880–920°C'de (hava soğutmalı) normalizasyon ve 600–650°C'de temperleme işlemleri uygulanarak HB 180–220 sertliğe ulaşılır ve iç gerilim giderilir.
Kütük Isıtma: Çelik kütükleri plastikliğini sağlamak amacıyla gaz fırınında 1100–1150°C'ye kadar ısıtılır.
Dövme: Şaft şeklinin oluşturulmasında açık kalıp dövme yöntemi kullanılırken, tane yapısının hizalanması için sıkıştırma ve çekme işlemleri uygulanır.
Isıl İşlem: 840–860°C'de söndürme (yağ soğutmalı) ve 500–550°C'de temperleme ile HRC 28–32 sertlik ve ≥785 MPa çekme dayanımı elde edilir.
Kaba İşleme: CNC torna veya freze tezgahı dış daireyi, uç yüzeyini ve çekiç mili deliklerini işler ve 1-2 mm işleme payı bırakır.
Hassas İşleme: Uç yüzeyinin ≤0,1 mm/m düzlüğe ve Ra3,2 μm yüzey pürüzlülüğüne kadar taşlanması. Boyutsal doğruluğu (H7 toleransı) sağlamak için çekiç şaft deliklerinin delinmesi ve raybalanması.
Dönüyor: CNC torna tezgahı dış daireyi, basamakları ve kama yuvalarını işlerken 0,3-0,5 mm taşlama payı bırakır.
Bileme: Dergi yüzeylerinin IT6 toleransına ve yüzey pürüzlülüğünün Ra0,8 μm'ye kadar taşlanması, eksenelliğin ≤0,02 mm olması sağlanması.
Kesme:Yüksek manganlı çelik veya yüksek kromlu döküm levhalar plazma kesim veya lazer kesim kullanılarak istenilen ölçülerde kesilir.
Bileme: Çalışma yüzeyi ≤0,2 mm/m düzlüğe ve Ra6,3 μm yüzey pürüzlülüğüne sahip olacak şekilde taşlanmış olup, malzeme tıkanıklığını önlemek için kenarları çapaksızdır.
Kaynak ve Gerilim Giderme:Kaynaklanan çerçeveler, kaynak stresini ortadan kaldırmak için 600–650°C'de tavlanır.
Frezeleme ve Delme: CNC freze tezgahında darbe plakalarının ve yatakların montaj yüzeyleri işlenir ve düzlük ≤0,15 mm/m olarak sağlanır. Cıvata delikleri (M16–M30) 6H diş toleransıyla delinir ve diş açılır.
Malzeme Testi:
Spektrometrik analiz, döküm ve dövme parçaların kimyasal bileşimini (örneğin, darbeli çekiçlerdeki Cr içeriği) doğrular.
Çekme ve darbe testleri mekanik özellikleri kontrol eder (örneğin, çekiçlerin darbe enerjisi ≥15 J/cm²).
Boyutsal Muayene:
Koordinat ölçüm cihazı (CMM), rotor disk kalınlığı, ana şaft çapı ve darbe plakasının düzlüğü gibi temel boyutları denetler.
Ölçüm cihazları ve kadran göstergeleri, ana mil ile yataklar arasındaki uyumu kontrol ederek, boşluğun tasarım gereksinimlerini karşıladığından emin olur.
Tahribatsız Muayene (NDT):
Manyetik parçacık testi (MPT), ana şaft, rotor diski ve darbe çekiçlerindeki yüzey çatlaklarını tespit eder.
Ultrasonik test (UT), döküm rotor disklerindeki iç kusurları inceler ve >φ3 mm'ye kadar olan kusurlar reddedilir.
Performans Testi:
Dinamik Dengeleme: Rotor tertibatı, çalışma sırasında aşırı titreşimi önlemek için G6.3 sınıfında (titreşim ≤6,3 mm/s) dengelenmiştir.
Boş Yük Testi: Yatak sıcaklığını (≤70°C) ve anormal gürültüyü kontrol etmek için ekipmanı 2 saat boyunca yüksüz çalıştırın.
Yük Testi: Üretim kapasitesini, deşarj partikül boyutunu ve çekiç aşınmasını doğrulamak için standart malzemelerin (örneğin kireç taşı) 8 saat boyunca ezilmesi.
Temel Hazırlık: Beton temel (C30 sınıfı), tesviyesi ≤0,1 mm/m olan gömülü ankraj cıvataları ile dökülmüştür. Temel en az 28 gün kürlenmiştir.
Alt Çerçeve Montajı: Alt şase temele kaldırılır, şimlerle düzleştirilir ve ankraj cıvataları belirtilen torkun %70'ine kadar sıkılır.
Rotor ve Ana Şaft Tertibatı: Ana mil alt şasinin yatak yuvalarına monte edilmiş olup, rotor diski mil üzerine monte edilmiştir. Yataklar gres (NLGI 2) ile yağlanmıştır.
Çarpma Plakası Montajı: Çarpma plakaları üst şaseye monte edilmiş olup, çarpma plakaları ile rotor arasındaki boşluk hidrolik silindirler veya el çarkları kullanılarak tasarım değerine (5–50 mm) ayarlanır.
Üst Çerçeve ve Besleme Hunisi Montajı: Üst şase alt şaseye cıvata ile bağlanarak besleme hunisi rotorla hizalanması sağlanır.
Tahrik Sistemi Bağlantısı: Motor, motor kaidesi üzerine yerleştirilir ve V kayışları uygun gerginlikte (100 N kuvvet altında 10–15 mm sapma) takılır.
Yardımcı Sistemler Kurulumu: Toz alma boruları ve yağlama hatları bağlandı, emniyet muhafazaları takıldı.
Devreye alma:
Dönüş yönünü ve stabiliteyi kontrol etmek için 1 saat boşta çalıştırın.
Malzemelerle yük testi, gerekli deşarj partikül boyutunu elde etmek için darbe plakası boşluğunun ayarlanması.
Tüm sistemleri sızıntı, anormal gürültü veya aşırı ısınma açısından kontrol edin ve gerektiği gibi ayarlamalar yapın.














