Bu makale, yüksek yük taşıma kapasitesi, iletim verimliliği ve güvenilirlik gerektiren bilyalı değirmen redüktörlerinin işlevlerini ve yapısını ayrıntılı olarak açıklamaktadır. Ayrıca, bilyalı değirmenlerin ağır yük ve sürekli çalışma gereksinimlerini karşılamak için gövde, dişli ve şaftların üretim süreçlerini, montaj prosedürlerini ve hammaddeden bitmiş ürüne kadar tüm süreç denetimini kapsamaktadır.
Bilyalı Değirmen Dişli Kutuları ve Üretim ve Muayene Süreçlerine Ayrıntılı Giriş
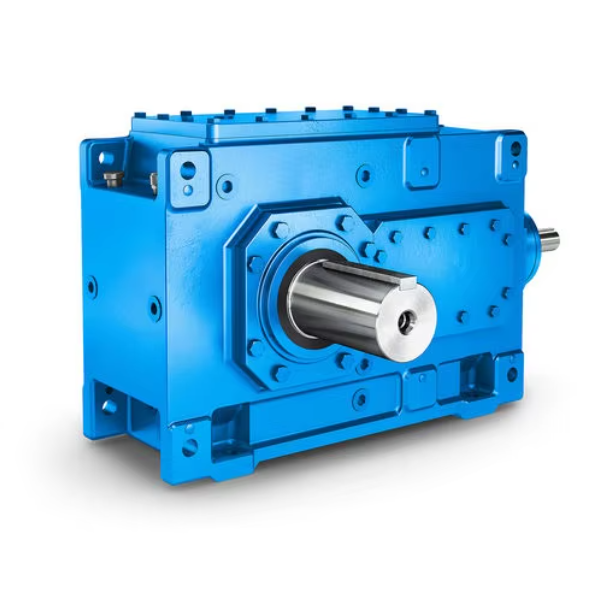
I. Bilyalı Değirmen Redüktörlerine Ayrıntılı Giriş
Bilyalı değirmen dişli kutusu, birincil işlevi bilyalı değirmenin iletim sisteminin temel bir bileşenidir. motorun yüksek hızını, bilyalı değirmen silindirinin ihtiyaç duyduğu düşük hıza (tipik olarak 15-30 rpm) dönüştürürken torku artırırMalzeme öğütme için silindirin istikrarlı bir şekilde dönmesini sağlar. Bilyalı değirmenlerin ağır yük, toz ve sürekli çalışma ortamlarında (genellikle 7/24) çalıştığı göz önüne alındığında, dişli kutularının aşağıdaki gereksinimleri karşılaması gerekir:
Yüksek yük taşıma kapasitesi: Silindirin, öğütme ortamının ve malzemelerin toplam ağırlığına (onlarca ila yüzlerce ton arasında) dayanabilme ve darbe yüklerine (örneğin, dengesiz beslemeden kaynaklanan geçici aşırı yüklenmeler) karşı koyabilme.
Yüksek iletim verimliliği:Genellikle enerji kaybını en aza indirmek için %90 veya daha fazla verimlilik gerektirir.
Yüksek güvenilirlik: Uzun süreli sürekli çalışma için tasarlanmıştır, hassas parçaları (örneğin dişliler, yataklar) bilyalı değirmenle aynı hizmet ömrüne sahiptir (genellikle büyük çaplı revizyonlar yapılmadan ≥10.000 saat).
Tipik yapısal bileşenler:
Gövde (döküm veya kaynaklı, iç parçaları destekleyen);
Dişli takımı (giriş mili dişlisi, ara mil dişlisi, çıkış mili dişlisi, çoğunlukla sert yüzeyli silindirik veya konik dişliler, kademeleri iletim oranına göre belirlenen);
Şaftlama (giriş mili, ara mil, çıkış mili, genellikle 40Cr veya 42CrMo'dan yapılır);
Rulmanlar (çoğunlukla küresel makaralı rulmanlar veya konik makaralı rulmanlar, radyal ve eksenel yükleri taşırlar);
Contalar (çerçeve yağ keçeleri, O-ringler, vb., yağ sızıntısını ve toz girişini önler);
Yağlama sistemi (yağ karteri yağlaması veya zorlamalı yağlama; büyük dişli kutularında yağ pompaları ve soğutucular bulunabilir).
II. Bilyalı Değirmen Redüktörlerinin Üretim Süreci
Yapısal karmaşıklığa, malzeme gereksinimlerine ve performans göstergelerine göre uyarlanan üretim süreci dört temel aşamadan oluşur: konut imalatı, dişli işleme, şaft işleme ve montaj.
(A) Konut Üretim Süreci
Şanzımanın gövdesi, yani "çerçevesi, yüksek sağlamlık ve boyutsal doğruluk gerektirir. Yaygın malzemeler şunlardır: gri dökme demir (HT300) (küçük ve orta boy dişli kutuları için) veya kaynaklı yapısal çelik (Q355B) (büyük dişli kutuları için, ağırlık ≥5 ton).
(B) Dişli İşleme Süreci (Sert Yüzeyli Silindirik Dişliler, örnek olarak 20CrMnTi)
Dişliler, iletim sisteminin temel bileşenleridir ve yüksek hassasiyetli diş profilleri ve aşınma direnci gerektirirler:
Boş hazırlık:
Dövme: Kalıp dövme (dövme payı 5-8 mm), ardından dövme stresini ortadan kaldırmak için normalizasyon (2 saat boyunca 860-880℃, hava soğutması), sertlik 180-220HBW'de kontrol edilir.
Muayene: İç kusurlar (çatlak, büzülme boşlukları yok) için UT, yüzey kusurları için MT.
Kaba işleme:
Tornalama: CNC torna tezgahında dış çap, uç yüzeyler ve iç deliklerin işlenmesi (2-3 mm finiş payı bırakılarak), referans dikliğinin ≤0,02 mm/100 mm olmasını sağlar.
Diş boşluğu işleme:
Azdırma: Diş profillerinin işlenmesi için dişli azdırma (0,3-0,5 mm taşlama payı bırakılarak), kümülatif adım hatası ≤0,1 mm ve helis hatası ≤0,05 mm/100 mm olacak şekilde.
Pah kırma: Isıl işlem sırasında çatlamayı önlemek için diş uçlarındaki çapakların giderilmesi.
Isıl işlem:
Karbürleme ve söndürme: 920-940℃'de karbürleme (modülle ayarlanabilir kasa derinliği 1,2-2,0 mm), 850℃'de söndürme (yağ soğutma) ve 200-220℃'de düşük sıcaklıkta tavlama. Yüzey sertliği 58-62HRC, çekirdek sertliği 30-45HRC.
İç/dış taşlama: Diş yüzeylerini referans olarak kullanarak (veya özel mandrelleri kullanarak), yuvarlaklığı ≤0,005 mm ve silindirikliği ≤0,01 mm/100 mm olan iç deliklerin veya dış dairelerin taşlanması.
Dişli taşlama: Diş profili doğruluğu GB/T 10095.1-2008 Sınıf 6, helis doğruluğu Sınıf 6 ve yüzey pürüzlülüğü Ra≤0,8μm elde etmek için CNC form taşlama veya sonsuz dişli taşlama.
Honlama (isteğe bağlı): Yüksek hızlı dişliler için, yüzey pürüzlülüğünü Ra≤0,4μm'ye düşürmek ve birbirine geçme gürültüsünü en aza indirmek için honlama.
(C) Şaft İşleme Süreci (Çıkış Şaftı, örnek olarak 42CrMo)
Miller, dişlilerden gelen tork ve radyal yükleri taşırlar:
Boş hazırlık:
Dövme: Açık kalıp dövme veya kalıp dövme (uzunluk-çap oranı >5 için), ardından sertliği 180-220HBW'de kontrol etmek için normalizasyon (2 saat boyunca 850-870℃, hava soğutması) yapılır.
Muayene: İç kusurlar için UT, yüzey kusurları için MT.
Kaba işleme:
Tornalama: CNC torna tezgahında basamakların, uç yüzeylerin ve merkez deliklerinin işlenmesi (2-3 mm finiş payı bırakılarak).
Söndürme ve temperleme:
840-860℃'de (yağ soğutmalı) söndürme ve 600-620℃'de (hava soğutmalı) temperleme, 280-320HBW sertlik. Mekanik özellikler: Çekme dayanımı ≥900MPa, darbe tokluğu ≥60J/cm².
Yarı mamul işleme:
Tornalama: Tornalama adımlarını (0,5-1 mm taşlama payı bırakarak) ve diş açmayı (0,1-0,2 mm taşlama payı bırakarak) tamamlayın.
Frezeleme: Kama kanallarının CNC frezelenmesi (simetri ≤0,05mm, derinlik toleransı ±0,05mm).
Son işleme:
Taşlama: Yatak ve dişli birleşme yüzeylerinin silindirik taşlanması (yuvarlaklık ≤0,003 mm, silindiriklik ≤0,005 mm/100 mm, yüzey pürüzlülüğü Ra≤0,8 μm);
Diş taşlama (yüksek hassasiyetli dişler için): Diş hassasiyeti 6g ve yüzey pürüzlülüğü Ra≤1,6μm sağlanır.
(D) Montaj Süreci
Montaj, pozisyonel doğruluğu ve şanzıman stabilitesini sağlar:
Parça temizliği ve ön işlem:
Tüm parçalar gazyağı ile temizlenir (yağ ve kalıntılar giderilir); yataklar ve contalar özel maddelerle temizlenir, kurutulur ve pas önleyici yağ ile kaplanır;
Parçaların uyumunu kontrol etme (örneğin, yataklar ve miller için sıkıştırma uyumu H7/k6, boşluk uyumu H7/g6).
Şaft tertibatı:
Presle takılan rulmanlar: Rulmanları, çekiçlemeden kaçınarak, millere presle takılmak üzere 80-100℃'ye kadar ısıtın;
Dişli-mil montajı: Sıkıştırmalı montajlarda sıcak montaj (dişliler 120-150℃'ye ısıtılır) veya soğuk montaj (miller sıvı nitrojenle soğutulur) kullanılır. Montaj sonrası koaksiyellik kontrolü (radyal kaçıklık ≤0,02 mm).
Şirket içi meclis:
Mil bileşenlerinin montajı: Giriş, ara ve çıkış mil tertibatlarının alt gövdeye montajı. Mil paralelliğini sağlamak için (≤0,03 mm/1000 mm) yatak yuvası konumlarının kadran göstergeleriyle ayarlanması;
Dişlilerin birbirine geçme ayarı: Boşlukların (6. sınıf dişliler için 0,15-0,3 mm) kalınlık ölçerler veya kılavuz presleme ile ve temas desenlerinin (diş yüksekliği boyunca %60 ve üzeri, diş uzunluğu boyunca %70 ve üzeri) işaretleme macunu ile kontrol edilmesi. Shim kalınlığının ayarlanmasıyla birbirine geçmenin optimize edilmesi.
Konut kapatma ve sabitleme:
Alt muhafaza bağlantı yüzeyine sızdırmazlık maddesi (örneğin Loctite 510) uygulanıp, ardından üst muhafaza kapatılır. Cıvatalar belirtilen torka (örneğin M20 cıvatalar için 350-400 N·m) eşit şekilde (çapraz sıra, 2-3 aşama) sıkılır;
Gövdenin uygunluğunu kontrol edin (0,05 mm kalınlık ölçeri içeri girmemelidir).
Aksesuar montajı:
Contaların takılması (çerçeve yağ keçesi dudakları içe bakacak şekilde, millerle 0,1-0,2 mm'lik bir sıkışma olacak şekilde);
Yağlama sistemlerinin (yağ seviye göstergeleri, havalandırma delikleri, tahliye tapaları) montajı. Büyük dişli kutularına yağ pompaları, filtreler ve soğutucular eklenir.
Yüksüz test çalışması:
Dişli yağı (örneğin, L-CKD 220 aşırı basınç endüstriyel dişli yağı) ile yağ seviyesi göstergesinin orta çizgisine kadar doldurulması. 1,2x çalışma hızında 2 saat boyunca yüksüz çalıştırılması;
Muayene kapakları Hammadde denetimi, proses içi denetim ve nihai ürün denetimi:
(A) Hammadde Muayenesi
Malzeme sertifikasyonu: Değirmen sertifikalarının doğrulanması (kimyasal bileşim, mekanik özellikler), örneğin, Cr 1,0-1,3%, Mn 0,8-1,1% gerektiren 20CrMnTi;
Fiziksel ve kimyasal testler: Kimyasal analiz (doğrudan okuma spektrometresi) ve mekanik özellik testleri (çekme ve darbe test makineleri) için örnekleme;
Denetleme: Dövmeler için %100 UT (JB/T 5000.15-2007 Sınıf II) ve kritik döküm yüzeyleri için MT (çatlak veya gözenek yok).
(B) İşlem Sırasında Denetim (Ana Düğümler)
Konut denetimi:
Döküm gövdeler: Boyut kontrolleri (CMM, kritik delik konum toleransı ≤0,05 mm), yüzey kalitesi (kum deliği veya büzülme yok) ve basınç testi (30 dakika boyunca 0,3 MPa, sızıntı yok);
Kaynaklı muhafazalar: Kaynaklar için UT/MT (JB/T 5000.3-2007 Sınıf II) ve kaynak sonrası deformasyon (düzlük ≤0,05 mm/100 mm).
Dişli muayenesi:
Isıl işlem sonrası: Yüzey sertliği (58-62HRC, Rockwell test cihazı), kabuk derinliği (1,2-2,0 mm, metalografik yöntem), çekirdek sertliği (30-45HRC);
Son işlem: Diş profili doğruluğu (dişli ölçüm merkezi, Sınıf 6), helis doğruluğu (Sınıf 6), kümülatif adım hatası (≤0,05 mm) ve yüzey pürüzlülüğü (Ra≤0,8 μm, profilometre).
Şaft muayenesi:
Isıl işlem sonrası: Sertlik (280-320HBW, Brinell test cihazı) ve söndürülmüş-temperlenmiş katman düzgünlüğü;
Son işlem: Mil yuvarlaklığı (≤0,003 mm, yuvarlaklık ölçer), silindiriklik (≤0,005 mm/100 mm) ve kama yuvası simetrisi (≤0,03 mm, kadran göstergesi + V bloğu).
(C) Son Ürün Muayenesi
Görünüm ve boyutlar:
Boya kalitesi (akma veya soyulma yok, kalınlık 60-80μm, kaplama kalınlık göstergesi) ve net işaretler (model, oran, ağırlık);
Verimlilik: Tork sensörleri (≥%90) aracılığıyla hesaplanmıştır;
Titreşim: Titreşim hızı ≤1,1 mm/s (GB/T 6404.2-2005, titreşim ölçer);
Yüksüz test: 2 saat çalıştırılarak, yatak sıcaklığı (≤80℃, kızılötesi termometre), gürültü (≤85dB, ses seviyesi ölçer) ve sızıntı izleniyor;
Yük testi: %25, %50, %75, %100 nominal güçte (adım başına 1 saat) kademeli yükleme, 4 saat boyunca %100 yükte çalışma;
Aşırı yük testi: 1 dakika boyunca %125 nominal yükte çalıştırılarak dişli ve yataklarda plastik deformasyon kontrolü yapıldı.
Paketleme öncesi son muayene:
Yağ kalıntılarının temizlenmesi, pas önleyici yağ ile doldurulması, aksesuarların (kılavuz, sertifika, yedek parça listesi) doğrulanması ve hava koşullarına/darbeye dayanıklı ambalajın sağlanması.