Bu makale, silindiri tahrik etmek için dişli çarkla iç içe geçen ve yüksek mukavemet, hassasiyet, tokluk ve aşınma direnci gerektiren bir çekirdek aktarım bileşeni olan bilyalı değirmen pinyonunu, yaygın bir malzeme olan 20CrMnTi ile birlikte ayrıntılı olarak açıklamaktadır. 20CrMnTi pinyonları için, boş dövme, kaba/yarı ince işleme (tornalama, azdırma), karbürleme ısıl işlemi, hassas işleme (diş taşlama, referans taşlama) ve montaj dahil olmak üzere üretim sürecini özetlemektedir. Ayrıca, hammaddeleri (bileşim, dövme kalitesi), ısıl işlemi (sertlik, karbürlenmiş tabaka), diş hassasiyetini (adım sapması, salgı) ve son testleri (yüzey kalitesi, iç içe geçme performansı, dinamik denge) kapsayan kapsamlı denetim prosedürlerini belirtmektedir. Bu prosedürler, pinyonun aktarım verimliliği (≥%95) ve hizmet ömrü (2-3 yıl) gereksinimlerini karşılamasını sağlayarak, kararlı bir bilyalı değirmen çalışmasını desteklemektedir.
Bilyalı Değirmen Pinyonlarının Ayrıntılı Tanıtımı, Üretim Süreci ve Muayene Süreci
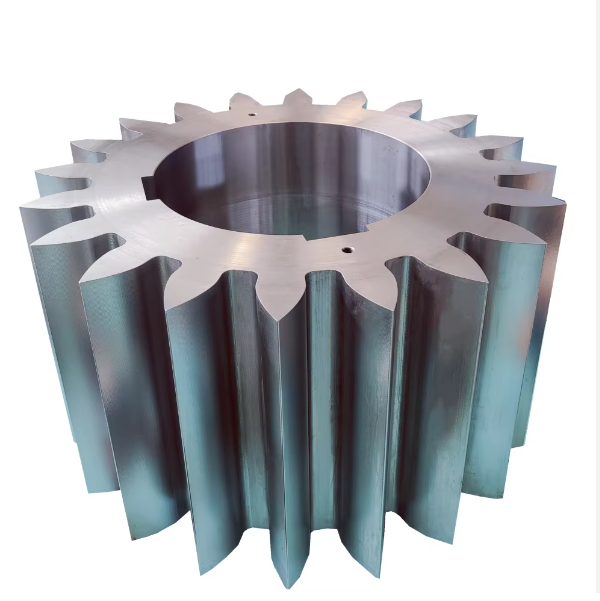
I. Bilyalı Değirmen Pinyonlarının İşlevleri ve Yapısal Özellikleri
Bilyalı değirmen pinyonu, şanzıman sisteminin temel bir bileşenidir. Silindire sabitlenmiş olan bilyalı dişli ile iç içe geçerek, motordan gelen gücü redüktör aracılığıyla silindire iletir ve silindirin dönmesini sağlar (genellikle 15-30 dev/dak). Yüksek hızlı bir dişli (bilyalı dişliden daha hızlı döner) olarak, iç içe geçme darbelerine ve torka doğrudan maruz kalır ve bu nedenle aşağıdaki özelliklere ihtiyaç duyar:
Yüksek mukavemet:On binlerce ile yüz binlerce N·m arasında değişen torklara dayanabilme, aşınmaya karşı yüksek diş yüzeyi sertliği (≥55HRC) ile;
Yüksek hassasiyet: Boğa dişlisiyle düzgün bir şekilde birleşmeyi sağlamak, titreşimi ve gürültüyü azaltmak için minimum diş profili hatası (GB/T 10095'e göre ≤6. Sınıf);
İyi tokluk:Diş çekirdeğinin darbe kaynaklı kırılmayı önlemek için orta tokluğa (sertlik 25-35HRC) sahip olması gerekir;
Aşınma direnci:Diş yüzeyinin, servis ömrünü uzatmak için (genellikle ≥10.000 saat) sertleştirme işlemine (örneğin karbürleme, söndürme) ihtiyacı vardır.
Yapısal olarak çoğunlukla bir düz veya helezon silindirik dişliKüçük ve orta boy bilyalı değirmenlerde düz dişler yaygın olarak kullanılır (işlenmesi daha kolaydır), büyük değirmenlerde ise helezon dişler tercih edilir (daha düzgün birleşme ve daha yüksek yük kapasitesi). Modül genellikle 8-30 mm arasında değişir ve 15-30 diş içerir.
II. Bilyalı Değirmen Pinyonlarının Üretim Süreci (Örnek Olarak 20CrMnTi Karbürlenmiş Dişliler Alınarak)
20CrMnTi, mükemmel karbürleme performansı (1,5-3 mm gövde derinliği) nedeniyle pinyonlar için yaygın bir malzemedir. Üretim süreci aşağıdaki gibidir:
1. Boş Dövme
Hammadde:φ100-300mm 20CrMnTi yuvarlak çelik seçilmiş olup, bileşimi spektral analizle doğrulanmıştır (C 0,17-0,23%, Cr 1,0-1,3%, Mn 0,8-1,1%);
Dövme: 1100-1150℃'ye ısıtın, ardından dişli boşluklarına (5-8 mm işleme payıyla) kalıpla dövün. Dövme işleminden sonra, tanecikleri inceltmek ve sertliği 180-220HBW'ye düşürmek için normalleştirin (920℃×2h, hava soğutmalı).
2. Kaba İşleme ve Yarı Son İşlem
Kaba tornalama: CNC torna tezgahları dış daireyi, uç yüzeyleri ve iç deliği (mil deliği veya göbek deliği) işler ve 3-5 mm'lik bir pay bırakır;
Dişli frezeleme: Dişli freze tezgahı kullanılarak kabaca kesilmiş diş profilleri (modül 8-30mm), karbürleme ve taşlama için 0,5-1mm pay bırakılarak;
Delme ve frezeleme: Makine kama yuvalarını ve cıvata deliklerini (bölünmüş dişliler için) ±0,1 mm konumsal toleransla açın.
3. Karbürleme ve Isıl İşlem
Karbürleme: 920-940℃'de çukur tipi karbürleme fırınında 8-16 saat (kasa derinliğine göre ayarlanarak), %0,8-1,2 yüzey karbon içeriğine sahip olacak şekilde karbürleştirin;
Söndürme + düşük sıcaklıkta temperleme: Karbürizasyondan sonra 850℃'ye kadar soğutun ve yağda söndürün (diş yüzey sertliği 58-62HRC), daha sonra gerilimi azaltmak ve boyutları sabitlemek için 180-200℃'de 2 saat temperleyin.
4. Son İşleme
Diş yüzeyi taşlama: Diş profillerini, kümülatif adım hatası ≤0,05mm/100mm, diş yüzey pürüzlülüğü Ra≤0,8μm olacak şekilde, solucan taşlama makinesi kullanarak hassas bir şekilde taşlayın;
Hurma öğütme: İç deliği (tolerans IT6) ve yatağı (yataklarla sıkı geçme, 0,01-0,03 mm sıkı geçme) uç yüzey dikliği ≤0,01 mm/100 mm olacak şekilde taşlayın;
Bileme: Dişlilerin birbirine geçme gürültüsünü (≤85dB) azaltmak için yüksek hassasiyetli dişlileri (Ra≤0,4μm) bileyin.
5. Yüzey İşlem ve Montaj
Diş olmayan yüzeyler pas giderme için kumlanır, ardından pas önleyici boya (kalınlık ≥60μm) ile kaplanır;
Mil veya göbeğe sıkı geçme (sıkışmalı geçme) yapın ve soğutulduktan sonra radyal kaçıklığı kontrol edin (≤0,03 mm).
III. Bilyalı Değirmen Pinyonlarının Muayene Süreci
Muayene GB/T 10095'e uygundur İnvolüt Silindirik Dişlilerin Doğruluğu ve JB/T 6396 Büyük Dişliler ve Dişli Halka Dövmeleri, aşağıdaki temel adımlarla:
1. Hammadde ve Dövme Muayenesi
Spektral analiz 20CrMnTi bileşimini (nitelikli Cr ve Mn içeriği) doğrular;
Dövmeler UT muayenesinden geçmiştir (Sınıf I nitelikli), iç çatlak veya büzülme yoktur; çekme testleri çekme dayanımının ≥1080MPa olduğunu doğrulamaktadır.
2. Isıl İşlem Muayenesi
Diş yüzey sertliği: Rockwell sertlik test cihazı ile ölçülmüştür (58-62HRC); çekirdek sertliği (yüzeyin 3mm altında) 25-35HRC;
Karbürlenmiş tabaka muayenesi: Metalografik analiz, sertleştirilmiş tabakadaki martensit derecesinin ≤3 olduğu etkili kabuk derinliğini (1,5-3 mm) ölçer.
3. Diş Profili Doğruluk Denetimi
Dişli ölçüm merkezi testleri: Adım sapması ≤±0,015 mm, diş yönü hatası ≤0,01 mm/100 mm, toplam profil sapması ≤0,02 mm;
Radyal sapma: Dişli sapma test cihazı ile ölçülmüştür (dişli halkası için ≤0,03 mm).
4. Bitmiş Ürünlerin Son Muayenesi
Yüzey kalitesi: Diş yüzeylerinin PT muayenesi (çatlak veya çukurlaşma yok); diş kökü filetosu R≥1,5 mm (gerilim yoğunlaşmasını önlemek için);
Birleştirme testi: Bir boğa dişli numunesiyle birleştirin ve anormal bir gürültü veya temas noktası olmadan 1 saat boyunca boşta çalıştırın (diş yüksekliği boyunca ≥%60, diş uzunluğu boyunca ≥%70);
Dinamik denge: ≥300 d/dak dönüş hızları için, dengesizlik ≤20 g·mm/kg.
Diş profili doğruluğu, karbürleme kalitesi ve montaj toleransları sıkı bir şekilde kontrol edilerek, pinyonlar bilyalı değirmen iletim verimliliğinin ≥%95 ve 2-3 yıllık bir hizmet ömrünün (çalışma koşullarına bağlı olarak) sağlanmasını mümkün kılar.