Bu makale, silindir iç duvarı ve uç kapaklarına monte edilmiş, aşınmaya dayanıklı kritik bileşenler olan bilyalı değirmen gömleklerine ayrıntılı bir genel bakış sunmaktadır. Bu gömlekler, silindiri ve uç kapaklarını öğütme ortamının darbesinden ve malzeme aşınmasından korur, özel yüzey tasarımları sayesinde öğütme verimliliğini artırır ve malzeme yapışmasını azaltır. ZGMn13 yüksek manganlı çelik (su sertleştirmesinden sonra mükemmel tokluk), yüksek kromlu dökme demir (üstün aşınma direnci) ve bimetalik kompozitler (tokluk ve aşınma direncini dengeleyen) gibi yaygın malzemelerle yüksek aşınma direnci, yeterli tokluk ve iyi uyum performansı gerektirirler.
Bilyalı Değirmen Linerlerinin Ayrıntılı Tanıtımı, Üretim Süreci ve Muayene Süreci
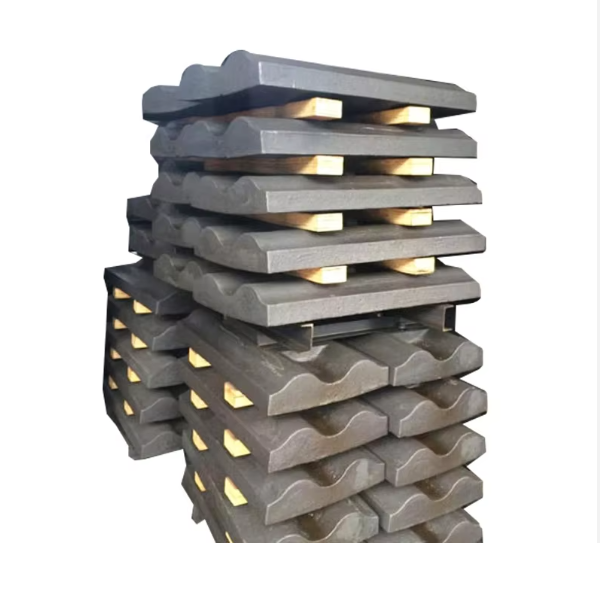
I. Bilyalı Değirmen Linerlerinin İşlevleri ve Yapısal Özellikleri
Bilyalı değirmen gömlekleri, silindirin iç duvarına ve uç kapaklarının iç tarafına monte edilen aşınmaya dayanıklı bileşenlerdir. Öğütme ortamına (çelik bilyeler, çelik segmentler) ve malzemelere doğrudan temas ederek, verimli değirmen çalışması için koruyucu bir bariyer görevi görürler. Temel işlevleri şunlardır: silindir ve uç kapaklarını taşlama ortamının neden olduğu darbe ve aşınmadan korumak, özel yüzey şekilleriyle öğütme verimliliğinin artırılması (örneğin, medya ve malzemeler arasındaki temas olasılığının artırılması) ve silindir içindeki malzeme yapışmasını ve birikimini azaltırLinerlerin performansı ve kullanım ömrü, bilyalı değirmenlerin bakım maliyetini ve üretim verimliliğini doğrudan etkiler.
Temel Performans Gereksinimleri:
Yüksek aşınma direnci: Çelik bilyelerden gelen yüksek frekanslı darbelere (binlerce N'a kadar darbe kuvveti) ve malzemelerden kaynaklanan sürekli aşınmaya dayanıklıdır, ≥8.000 saatlik bir hizmet ömrü gerektirir;
İyi uyum: Çalışma sırasında gevşeklikten kaynaklanan ikincil aşınmayı önlemek için silindir iç duvarı ile uyum boşluğu ≤1mm olmalıdır;
Değiştirme kolaylığı: Düzenli söküm ve değiştirme için orta ağırlıkta (parça başına ≤50kg, büyük değirmenler için 100kg'a kadar).
Yapısal ve Malzeme Özellikleri:
Yapısal tipler: Şekle göre sınıflandırılmış düz astarlar (düz yüzeyli, kaba taşlama bölümleri için), oluklu astarlar (ortam kaldırma yüksekliğini artırın, ince öğütme bölümleri için uygundur) ve kademeli astarlar (Ortam kaymasını azaltır, genellikle ızgara tipi değirmenlerde kullanılır). Kurulum konumuna göre sınıflandırılır silindir gömlekleri Ve uç kapak astarları (uç kapak astarları çoğunlukla uç kapak eğriliğine uyacak şekilde yelpaze şeklindedir).
Ana akım materyaller:
Yüksek manganlı çelik (ZGMn13): En sık kullanılanıdır. Su ile sertleştirildikten sonra mükemmel tokluğa (darbe tokluğu ≥150J/cm²) sahiptir ve darbe altında yüzeyi sertleşir (sertlik 300-400HBW'ye kadar çıkar), sert kaya ve büyük çelik bilye çalışma koşulları için uygundur;
Yüksek kromlu dökme demir (KmTBCr20Mo): Yüksek manganez çeliğinden (sertlik ≥58HRC) 2-3 kat daha fazla aşınma direncine sahip ancak daha düşük tokluğa sahip (darbe tokluğu 10-20J/cm²), düşük darbeli, ince öğütme koşulları için uygundur (örneğin, çimento değirmenleri);
Bimetalik kompozit astarlar: Karbon çelik taban (tokluk sağlar) ve yüksek kromlu döküm çalışma yüzeyi (aşınma direncini artırır), her iki malzemenin avantajlarını bir araya getirerek karmaşık çalışma koşullarına uygundur.
II. Bilyalı Değirmen Linerlerinin Üretim Süreci (Örnek Olarak ZGMn13 Yüksek Manganez Çelik Linerleri Alınarak)
1. Hammadde Seçimi ve Eritme
Kimyasal bileşim kontrolü: ZGMn13 standartlarına göre kesinlikle orantılı (C 1,0-1,4%, Mn 11-14%, Si ≤0,8%, P ≤0,07%, S ≤0,05%), Mn/C oranı ≥10 (su sertleştirme etkisini sağlamak için);
Eritme işlemi:
Orta frekanslı bir indüksiyon fırınında eritin, 1500-1550℃'ye ısıtın ve bileşimin homojen hale gelmesi için 30 dakika tutun;
Deoksidasyon: Oksijeni gidermek ve gaz deliği kusurlarını önlemek için ferrosilisyum (%0,5) ve alüminyum külçeleri (%0,1) ekleyin;
Tane irileşmesini önlemek için musluk sıcaklığını 1450-1480℃'de tutun.
2. Döküm Şekillendirme (Ana İşlem)
Kalıp tasarımı: Zirkonyum toz boya ile kaplanmış yüzeyli, kalınlığı ≥1mm olan reçine kum kalıpları kullanın, kalıp boşluğu boyutu bitmiş ürünlerden %3-5 daha büyük olsun (çekmeyi hesaba katın) ve makul yükselticiler kullanın (besleme hızı ≥%15);
Döküm işlemi:
Döküm sıcaklığı 1380-1420℃, cüruf sürüklenmesini önlemek için alt döküm yöntemi kullanılarak, döküm süresi parça başına 30-60 saniye olarak kontrol edilir;
Büyük gömlekler için (tek ağırlık ≥50kg), erimiş metalin istikrarlı bir şekilde doldurulmasını sağlamak için kademeli bir dökme sistemi kullanın;
Silkeleme ve temizleme: Döküm 200℃'nin altına soğuduktan sonra sallayın, yükselticileri çıkarın (gazlı kesme kullanarak, daha sonraki taşlama için gövdeden 10 mm bırakın).
3. Su Sertleştirme İşlemi (Yüksek Manganezli Çelik için Temel İşlem)
Isıtma: Dökümü yavaşça 1050-1100℃'ye ısıtın (ısıtma hızı ≤100℃/saat), 2-4 saat tutun (kalınlığa bağlı olarak, 25 mm için 1 saat), karbürlerin ostenite tamamen çözünmesini sağlayın;
Su ile söndürme: Dökümü, çekirdek sıcaklığı 200℃'nin altına düşene kadar, karbür çökelmesini önleyerek, soğutma hızı ≥50℃/s olana kadar hızla suya (su sıcaklığı ≤30℃) daldırın;
Muayene: Su ile sertleştirme sonrası sertlik ≤230HBW, metalografik yapı tek ostenittir (ağ karbür yok).
4. İşleme
Kaba işleme: Linerin arkasını (silindirle birleşen yüzeyi) ≤1mm/m düzlüğe kadar frezeleyin, 1mm bitirme payı bırakın;
Son işleme:
Montaj yüzeyini Ra ≤6,3μm pürüzlülüğe kadar taşlayın ve silindirle %80 veya daha fazla temas alanı sağlayın;
Delme: Makine sabitleme cıvata delikleri (açıklık φ20-φ30mm), konum sapması ±0,5mm ve delik dikliği ≤0,1mm/100mm olacak şekilde;
Pah kırma: Gerilim yoğunlaşmasını önlemek için tüm kenarları R≥3mm olacak şekilde yuvarlayın.
5. Yüzey İşlem ve İşaretleme
Temizlik: Oksit tortusunu gidermek için çalışma yüzeyini kumlayın (pürüzlülük Ra12,5μm);
İşaretleme: Çalışmayan yüzeylere malzeme (ZGMn13), parti numarası, ağırlık ve üretim tarihini damgalayın;
Pas önleme: Çalışmayan yüzeyleri pas önleyici boya ile kaplayın (kalınlık ≥40μm) ve cıvata deliklerini kauçuk tıpalarla kapatın.
III. Bilyalı Değirmen Astarlarının Muayene Süreci
1. Hammadde ve Eritme Muayenesi
Fırın öncesi kimyasal analiz: C ve Mn içeriklerini tespit etmek için spektral analiz (Mn/C oranının ≥10 olmasını sağlayarak), P ve S içeriklerinin ≤standart üst sınırlarda olması;
Eritme kayıtları: Proses gerekliliklerine uygunluğu sağlamak için erime sıcaklığını ve deoksidan ilavesini doğrulayın.
2. Döküm Kalite Denetimi
Görsel inceleme: Çatlak, büzülme deliği veya yanlış bağlantı yok, soğuk kapatma derinliği ≤1mm;
Boyutsal kontrol: Uzunluk ve genişlik sapmalarını (±2mm) ve kalınlık sapmalarını (±1mm) mezura ve şablonla ölçün;
Tahribatsız muayene: Büyük gömlekler için %100 ultrasonik muayene (UT) (JB/T 7260 Sınıf II'ye göre nitelikli), ≥φ3mm eşdeğerinde kusur yok.
3. Suya Dayanıklılık Kalite Kontrolü
Sertlik testi: Aynı iş parçasında çok noktalı ölçüm sapması ≤20HBW olacak şekilde çalışma yüzeyini Brinell sertlik ölçüm cihazı (HBW 180-230) ile ölçün;
Metalografik analiz: Tane boyutu ≥5 olan numunenin mikro yapısının (austenitik matris, karbür çökelmesi yok) incelenmesi;
Darbe testi: Numuneler üzerinde oda sıcaklığında darbe testi yapın (αk ≥150J/cm²), kırılma sünek kırılma (lifli) gösteriyorsa.
4. Bitmiş Ürünlerin Son Muayenesi
Uygunluk testi: Lineri standart düz bir plakaya yerleştirin, kalınlık mastarı ile maksimum boşluğu ≤0,5 mm olarak kontrol edin;
Cıvata deliği denetimi: Cıvataların serbestçe yerleştirilebildiğinden emin olmak için açıklık toleransını (H12) ve konumunu kontrol etmek için ölçüm cihazları kullanın;
Deneme montajı: Silindirle birlikte deneme montajı için rastgele 3 gömlek seçin, sıkı oturduğunu ve gevşeklik olmadığını kontrol edin.
Su sertleştirme kalitesi ve döküm kusurları sıkı bir şekilde kontrol edilerek, ZGMn13 gömlekler orta darbe koşullarında 8000-12000 saatlik bir hizmet ömrüne ulaşabilirken, yüksek kromlu dökme demir gömlekler düşük darbeli ince öğütme ortamlarında 15000 saatin üzerine çıkabilir. Seçim, malzeme sertliğine ve öğütme ortamının boyutuna göre yapılmalıdır.