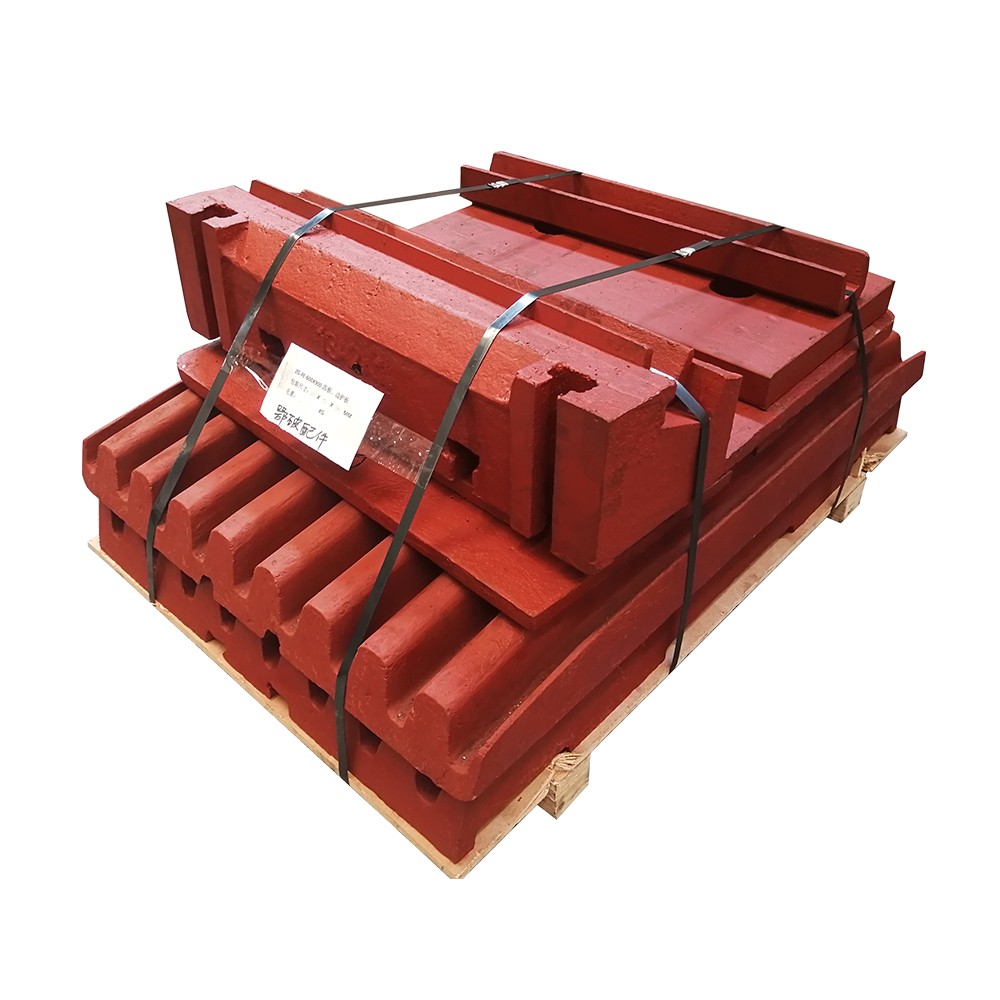
Sabit çene plakası, çeneli kırıcılarda kırma odasının bir tarafını oluşturan sabit, aşınmaya dayanıklı bir bileşendir. Şasinin ön tarafındaki salınan çene plakasının karşısına monte edilmiş olup, malzeme kırma için sabit çalışma yüzeyi görevi görür. Çalışma sırasında sabit çene plakası, ileri geri hareket eden salınan çene plakasıyla birlikte çalışarak periyodik olarak açılıp kapanan bir kırma alanı oluşturur ve ekstrüzyon ve bölme yoluyla malzemeleri istenen boyuta kırar. Yapısal stabilitesi ve aşınma direnci, kırma verimliliğini, ürün boyut homojenliğini ve ekipman işletme maliyetlerini doğrudan etkiler.
Sabit çene plakasının tasarımı, aşınma direnci, montaj kolaylığı ve şasiye uyum arasında denge kurar. Ana bileşenleri ve yapısal özellikleri şunlardır:
Ana Gövde
Küçük ve orta ölçekli kırıcılar için genellikle 50-150 mm, büyük makineler için ise 200-300 mm kalınlığında kalın bir plaka yapısıdır. Yüksek darbe koşulları için öncelikle yüksek manganezli çelikten (ZGMn13) üretilirken, düşük darbe senaryoları için yüksek kromlu dökme demir (Cr26-30) kullanılabilir. Ön yüzey kırma yüzeyi görevi görürken, arka yüzey şasiye uyan montaj yüzeyidir. Genel şekli d"straight" veya d"curvedd" şeklindedir (kavisli tasarımlar, malzeme tıkanıklığını azaltmak için kırma odası profilini optimize eder).
Dişli Çalışma Yüzeyi
Malzemeye temas eden yüzey, genellikle üçgen veya trapez şeklinde, 8-30 mm (malzeme sertliğine göre ayarlanmış) yüksekliklerde, 20-60 mm aralıklı ve 60°-90° diş tepe açılarına sahip, düzenli olarak dizilmiş dişlere sahiptir. Dişler genellikle simetrik olarak veya dikey olarak kademeli olarak düzenlenir. Simetrik tasarımlar, bir uç aşındığında geri dönüşe olanak tanıyarak hizmet ömrünü %50'nin üzerinde uzatır. Dişli desen, kaymayı önlemek ve kırma verimliliğini artırmak için malzeme tutuşunu artırır.
Montaj Yapısı
Sabit çene plakası, çerçeveye cıvatalar veya kama blokları aracılığıyla sabitlenir, böylece arka yüzey şunları içerir:
Cıvata delikleri/karşı delikler: Plaka uzunluğu boyunca eşit olarak dağıtılmış, montaj sırasında hassas pozisyon ayarına olanak sağlamak için cıvatalardan 1-2 mm daha büyük çaplı.
Muslukların/başlıkların yerini belirleme: Çerçeve üzerindeki oluklarla eşleştirerek yanal yer değiştirmeyi sınırlayın ve salınım çene plakasına göre konumsal doğruluğu garantileyin.
Ağırlık azaltma yuvaları (büyük plakalar): Yük taşımayan alanlarda dikdörtgen veya dairesel yuvalar, yapısal dayanıklılıktan ödün vermeden ağırlığı azaltır.
Kenar Takviyeleri
Üst ve alt kenarlar, darbe direncini artırmak ve yanal malzeme darbelerinden kaynaklanan kenar kırılmalarını önlemek için genellikle daha kalındır (orta bölümden 5-10 mm daha kalın). Bazı sabit çene plakalarının alt kısmında, ezilmiş malzemeyi düzgün bir şekilde boşaltmak için yönlendiren bir " boşaltma portu koruyucusu bulunur.
Sabit çene plakası, şiddetli darbe ve sürtünmeye dayanıklıdır ve malzeme homojenliğini ve darbe dayanıklılığını garanti eden döküm işlemleri gerektirir. Spesifik işlem aşağıdaki gibidir:
Kalıp Hazırlığı
Reçine kum dökümü (küçük-orta boy plakalar) veya sodyum silikat kum dökümü (büyük plakalar) kullanılır. Ahşap veya köpük modeller, 3 boyutlu çizimlerden, dişleri, cıvata deliklerini ve montaj yüzeylerini doğru bir şekilde kopyalayarak ve 5-8 mm işleme payı bırakarak üretilir (yüksek manganezli çeliğin çekme oranı yaklaşık %2'dir).
Dişli bölgelerde, diş uçlarının ve köklerinin hassasiyetini sağlamak için bölünmüş kum çekirdekleri veya integral kalıplama kullanılır (diş yüksekliği sapması ≤ 0,5 mm). Montaj yüzey kalıpları, döküm düzgünlüğü hatasının ≤ 2 mm/m olmasını sağlayacak şekilde işlenir.
Eritme ve Dökme
Yüksek manganlı çelik eritme: Düşük fosforlu (P ≤ %0,07) ve düşük kükürtlü (S ≤ %0,05) dökme demir ve hurda çelik, 1500-1550°C'de orta frekanslı bir fırında eritilir. Kimyasal bileşim kontrol edilir (C: %1,0-1,4, Mn: %11-14, Si: %0,3-0,8) ve Mn/C oranının ≥ 10 olması sağlanır (östenitik yapı için kritik).
Deoksidasyon: Son deoksidasyon için ferrosilisyum (%0,5-1,0) ve alüminyum bloklar (%0,1-0,2) eklenir ve gözenekliliği önlemek için oksijen içeriği ≤ %0,005'e düşürülür.
Döküm: 1400-1450°C sıcaklıkta alttan döküm sistemi kullanılır. Büyük sabit çeneli plakalar, ağırlığa bağlı olarak 3-10 dakika süreyle 2-3 aşamada (soğuk kapanmaları önlemek için 30-60 saniye aralıklarla) dökülerek tam dolum sağlanır.
Çalkalama ve Çözelti Tavlama
Döküm, 200°C'nin altına soğutulduktan sonra silkelenir. Besleyiciler alevle kesilerek çıkarılır ve kapı izleri taşlanarak temizlenir. Yüzey kumu ve çapak temizlenir.
Çözelti tavlama (kritik adım): Döküm, çatlamayı önlemek için 1050–1100°C'ye kadar yavaşça ısıtılır (ısıtma hızı ≤ 100°C/saat) ve 2–4 saat bekletilir (karbürün ostenite tamamen çözünmesi sağlanır). Ardından, sertliği ≤ 230 HBW ve darbe enerjisi ≥ 180 J (-40°C) olan tek bir ostenitik yapı oluşturmak için hızla suyla soğutulur (su sıcaklığı ≤ 30°C, soğutma hızı ≥ 50°C/s).
İşleme, çalışma yüzeyinin hassasiyetini ve montaj uyumunu sağlayarak, boyutsal sapmalardan kaynaklanan eşit olmayan kırma odası boşluklarını önler. Spesifik işlem aşağıdaki gibidir:
Kaba İşleme
Döküm montaj yüzeyi referans alınarak, çalışma yüzeyi (dişler hariç) bir gantry frezede kabaca frezelenir ve 2-3 mm'lik bir son işlem payı bırakılır. Düzlük hatası ≤ 1 mm/m ve montaj yüzeyiyle paralellik ≤ 0,5 mm/m olacak şekilde kontrol edilir.
Cıvata delikleri, çizim özelliklerine göre bir delme makinesinde, çap toleransı ± 0,5 mm ve derinlik cıvata uzunluğundan 2–3 mm daha büyük olacak şekilde delinir; böylece tam diş geçişi sağlanır.
Diş İşleme
CNC gantry frezede dişleri işlemek için özel bir şekillendirme kesicisi kullanılır ve diş yüksekliği/eğim toleransı ± 0,5 mm ve yüzey pürüzlülüğü Ra ≤ 6,3 μm sağlanır. Simetrik dişler için simetri sapması ≤ 0,3 mm olmalıdır (tersine çevirmeyi mümkün kılmak için).
Diş kökü filetolama: Bir radyus kesici, stres yoğunlaşmasını ve diş kökü kırılmasını önlemek için kökleri (R = 2–5 mm) keser.
Montaj Yüzey İşlemleri
Montaj yüzeyi Ra ≤ 12,5 μm, düzlük ≤ 0,5 mm/m ve çalışma yüzeyine diklik ≤ 0,1 mm/100 mm olacak şekilde son frezelenmiştir (kadran göstergesi ile doğrulanmıştır).
Konumlandırma muslukları, çerçeveyle uyumlu olacak şekilde frezelenmiştir; genişlik toleransı ± 0,2 mm ve derinlik toleransı ± 0,1 mm'dir ve çerçeveyle %85 veya daha fazla temas sağlar (kumpas ile boşluk ≤ 0,1 mm).
Yüzey İşlem
İşleme çapakları giderilir. Çalışmayan yüzeyler, çerçeve ile sürtünmeyi artırmak için kumlanır (Ra = 25–50 μm). Sızdırmazlığı iyileştirmek için montaj yüzeyine isteğe bağlı aşınmaya dayanıklı yapıştırıcı (örneğin, epoksi reçine) uygulanır.
Malzeme Performans Kontrolü
Kimyasal bileşim denetimi: Doğrudan okuma spektrometresi C, Mn vb.'yi analiz ederek ZGMn13 standartlarına uygunluğu sağlar (Mn: %11–14, C: %1,0–1,4).
Mekanik özellik testi: Numuneler darbe testine (-40°C düşük sıcaklık darbe enerjisi ≥ 120 J) ve sertlik ölçümüne (çözelti tavlamasından sonra ≤ 230 HBW) tabi tutulur.
Metalografik inceleme: Mikro yapı analizi tek bir östenitik fazın varlığını doğrular (tokluğu azaltan ağ karbürleri yoktur).
Döküm Kalite Kontrolü
Görsel kusur denetimi: %100 görsel kontroller çatlakları, büzülme boşluklarını veya hatalı aşınmaları hariç tutar. Dişlerde yapılan manyetik parçacık testi (MT), yüzey çatlakları veya soğuk kapanmaların oluşmamasını sağlar.
Dahili kalite kontrolü: Büyük plakalarda yapılan ultrasonik test (UT), kritik bölgelerde (diş kökleri, cıvata delikleri) ≥ φ3 mm gözenek veya kapanımların oluşmasını engeller.
İşleme Doğruluğu Kontrolü
Boyut toleransı denetimi: Diş profili uyumluluğu şablonlarla kontrol edilir. Bir koordinat ölçüm cihazı, cıvata deliği konum toleransını (± 0,2 mm) doğrular.
Geometrik tolerans denetimi: Lazer seviye cihazı, çalışma yüzeyinin düzlüğünü kontrol eder. Gönye ise montaj ve çalışma yüzeyleri arasındaki dikliği doğrular.
Montaj Doğrulaması
Deneme montajı: Sabit çene plakası, elle sallandığında gevşeklik olmaması için sıkılığını (cıvata ön yükünün teknik özelliklere uygun olması) kontrol etmek amacıyla çerçeveye monte edilir.
Kırma testi: Standart malzemelerin (örneğin granit) 8 saatlik nominal yük kırma işlemi, diş aşınmasını (≤ 0,5 mm), çatlak/deformasyonun yokluğunu ve ürün boyut sapmasının ≤ %5 olduğunu kontrol eder.
Bu işlemler sayesinde sabit çene plakası, yüksek darbe koşullarında aşınma direncini korur ve 4-8 aylık bir hizmet ömrüne (malzeme sertliğine göre ayarlanmıştır) sahiptir. Diş aşınmasının rutin olarak denetlenmesi ve zamanında geri alma/değiştirme, tutarlı kırma verimliliği sağlar.
1. Diş plakasının türü
Çeneli kırıcıların diş plakalarının kesit yapısı iki tiptir: düz yüzey ve kafes yüzey. Kafes yüzey, üçgen ve trapez yüzey olmak üzere ikiye ayrılır. Ürün boyutunu ve şeklini sağlamak için genellikle üçgen veya trapez diş plakaları kullanılır.

2. Diş plakasının malzemesi
Mevcut çeneli kırıcılarda kullanılan diş plakaları genellikle, darbe yükü altında yüzey sertleştirme özelliğine sahip manganez 13ZGMn13 kullanır. Manganez 13ZGMn13, iç katmanının orijinal metal yapısını korurken sert ve aşınmaya dayanıklı bir yüzey oluşturabilir. Bu nedenle, kırıcılarda yaygın olarak kullanılan bir tür aşınmaya dayanıklı malzemedir.
3. Diş plakasının modifikasyon planı
Dönüşümde, kırıcının çalışma parçaları sabit dişli plakası ve hareketli dişli plakasıdır. Hareketli dişli plakası, hareketli çeneye sabitlenmiştir ve aşınma parçaları çoğunlukla ortada yoğunlaşmıştır. Dönüşümde, hareketli dişli plakası değiştirilmemiş, esas olarak sabit dişli plakası değiştirilmiştir. Sabit dişli plakası değiştirildikten sonra, sabit dişli plakası gövdeye bağlı olduğundan, sabit dişli plakasının ağırlığı artar ve tüm kırıcının çalışması üzerinde olumsuz bir etki oluşmaz.
4. Diş plağının ömrü
Diş plakası büyük bir darbe ve sıkıştırma kuvvetine maruz kaldığı için çok fazla aşınır. Kullanım ömrünü uzatmak için iki açıdan incelenebilir: birincisi, malzemeden yüksek aşınma direncine sahip malzemeler bulmak; ikincisi ise diş plakasının yapısal tasarımını ve geometrik boyutlarını makul bir şekilde belirlemektir.