Tel Teller: Temel yapı taşları, çözgü telleri (uzunlamasına, malzeme akışına paralel) ve atkı telleri (enine, malzeme akışına dik) olmak üzere ikiye ayrılır. Yüksek karbonlu çelikten (Q235, 65Mn), paslanmaz çelikten (304, 316) veya özel alaşımlardan (örneğin, aşınma direnci için yüksek kromlu çelik) üretilirler. Tel çapları 0,2 mm (ince tarama) ile 12 mm (kaba tarama) arasında değişir.
Ağ Açıklığı: Bitişik teller arasındaki boşluk, ayırma boyutunu belirler. Açıklıklar kare, dikdörtgen veya altıgen şeklinde olup, boyutları 0,1 mm (mikro eleme) ile 100 mm (kaba eleme) arasında değişir. Kare açıklıklar, düzgün sınıflandırma için en yaygın olanıdır.
Kenar Takviyesi: Kalın telden (2–5 mm çapında) veya çelik şeritlerden (3–8 mm kalınlığında) yapılmış, ağın çevresine kaynaklanmış veya kıvrılmış çerçeve veya bordür. Yapısal sağlamlığı artırır ve ekran çerçevesine montajı kolaylaştırır.
Dokuma Tel Örgü: Düz, dimi veya Hollanda dokuma kullanılarak çözgü ve atkı tellerinin iç içe geçirilmesiyle oluşturulan en yaygın tip:
Düz Dokuma: Her çözgü teli, orta düzey tarama (açıklık boyutu 1–50 mm) için uygun olan atkı tellerinin üstünde ve altında dönüşümlü olarak bulunur.
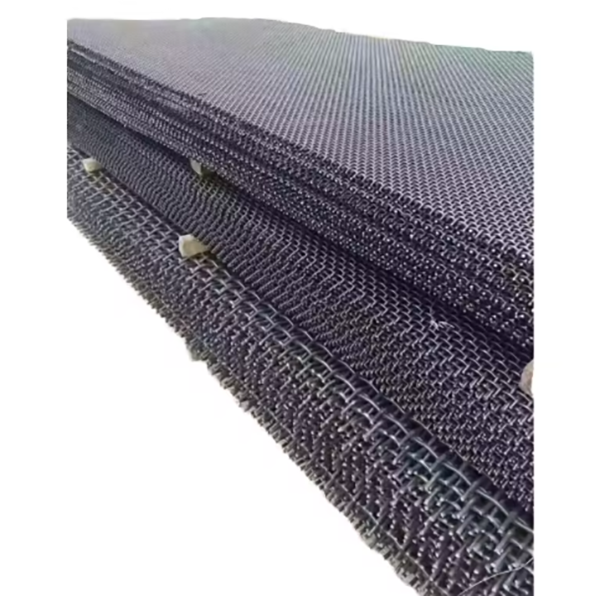
Twill Dokuma:Çözgü telleri iki atkı telinin üzerinden/altından geçer ve ağır hizmet uygulamaları (örneğin cevher tarama) için daha yüksek mukavemet sağlar.
Hollanda Dokuması: İnce çözgü telleri ve kalın atkı telleri sıkı bir şekilde dokunmuş olup, ince tarama için kullanılır (açıklık boyutu < 1 mm).
Kaynaklı Tel Örgü:Çözgü ve atkı telleri her bir kesişim noktasına kaynaklanarak sağlam bir yapı ve hassas açıklık boyutları (5–100 mm açıklıklı agrega elemeleri için idealdir) sağlanır.
Delikli Plaka Örgüsü: Çelik levhalara (kalınlık 1–8 mm) delikler açılarak üretilir. Yüksek darbe dayanımı nedeniyle aşındırıcı malzemeler (örneğin granit) için uygundur.
Tel Çekme: Ham çelik çubuklar, çaplarını küçültmek ve çekme mukavemetini artırmak için kalıplardan çekilir. Yüksek karbonlu çeliklerde, çekme işleminin ardından kırılganlığı azaltmak için tavlama (700–800°C) işlemi uygulanır. Tel çapı toleransı ±0,02 mm içinde kontrol edilir.
Tel Düzeltme ve Kesme:Çekilen teller silindir doğrultucular kullanılarak düzeltilir ve (ekran genişliği/uzunluğuna uygun) uzunlukta kesilir.
Dokuma:
Düz/Twill Dokuma: Teller, tek tip açıklık boyutlarının sağlanması için gerilim kontrollü (50–100 MPa) bir tezgahta iç içe geçirilir.
Hollanda Dokuması: İnce çözgü telleri, dar açıklıklar oluşturmak için yüksek gerilimde kaba atkı telleriyle sıkıca paketlenir ve dokunur.
Kenar İşlemi: Örgü çevresi, takviye şeritlerine katlanır, kıvrılır veya kaynaklanır. Kaynaklı kenarlar, telleri çerçeveye sabitlemek için nokta kaynağı (akım 5–15 kA) kullanır.
Tel Hazırlığı: Örgülü ağa benzer şekilde, telleri belirli uzunluklarda çekme, düzeltme ve kesme.
Izgara Hizalaması:Çözgü ve atkı telleri, açıklık boyutu toleransını (ince gözenekli için ±0,1 mm, kalın gözenekli için ±0,5 mm) sağlayarak konumlandırma aparatları kullanılarak bir ızgara deseninde düzenlenir.
Direnç Kaynağı: Her bir kesişim noktası, 2–5 V voltaj, 10–50 kA akım ve 0,01–0,1 saniye kaynak süresi parametrelerine sahip elektrotlar kullanılarak kaynaklanır. Bu sayede titreşime dayanıklı, güçlü ve sağlam bağlantılar elde edilir.
Yüzey İşlem: Korozyon direnci için isteğe bağlı galvanizleme (sıcak daldırma veya elektrokaplama), çinko kaplama kalınlığı 50–100 μm.
Plaka Kesimi: Çelik saclar (Q235, paslanmaz çelik) plazma veya lazer kesim kullanılarak elek ölçülerine göre kesilir.
Yumruklama: Delikler, istenilen açıklık şekline/boyutuna uygun kalıplarla CNC delme presleri kullanılarak delinir. Delme kuvveti, levha kalınlığına ve delik boyutuna bağlı olarak 100-500 kN arasında değişir.
Çapaksızlaştırma: Telin zarar görmesini önlemek ve malzemenin düzgün akışını sağlamak için delik kenarları taşlama taşları kullanılarak çapaksızlaştırılır.
Yüzey İşlem:
Galvanizleme: Karbon çelik hasır için sıcak daldırma galvanizleme (450–460°C) çinko-demir alaşımı tabakası oluşturarak korozyon direncini artırır (dış ortamlarda hizmet ömrü 5–10 yıl).
Parlatma: Paslanmaz çelik ağ, Ra0,8–1,6 μm yüzey pürüzlülüğüne kadar cilalanmıştır, bu da malzeme yapışmasını azaltır.
Kaplama: Tel yüzeylerinde aşırı aşınma direnci için isteğe bağlı poliüretan veya kauçuk kaplama (1–3 mm kalınlığında) (örneğin madencilik uygulamaları).
Kesme ve Boyutlandırma: Büyük gözenekli levhalar makas veya lazer kesiciler kullanılarak elek çerçevesi ölçülerine göre, uzunluk/genişlik toleransı ±1 mm olacak şekilde kesilir.
Çerçeve Montajı: Modüler ekranlarda, titreşimi azaltmak ve malzeme sızıntısını önlemek için ağ, kauçuk contalar kullanılarak çelik bir çerçeveye (köşebent veya kanallı çelik) cıvatalanır veya kelepçelenir.
Malzeme Testi:
Tel tellerinin çekme testi, mukavemeti garanti eder (örneğin, 65Mn çelik: çekme mukavemeti ≥1000 MPa).
Kimyasal bileşim analizi (spektrometri) malzeme sınıfını doğrular (örneğin, 304 paslanmaz çelik: Cr ≥%18, Ni ≥%8).
Boyutsal Muayene:
Kumpas veya optik komparatörler kullanılarak açıklık boyutu ölçümü, spesifikasyonlara uygunluğun sağlanması (örneğin, ±0,2 mm toleranslı 10 mm açıklık).
Düzgün olmayan taramayı önlemek için, ≤2 mm/m sapma ile bir cetvel kullanarak ağın düzgünlüğünü kontrol edin.
Yapısal Bütünlük Testi:
Kaynak Mukavemet Testi: Kaynaklı hasır için, tel kesişim noktalarında çekme testleri (5 mm teller için minimum kopma kuvveti ≥5 kN).
Aşınma Direnci Testi:Numuneler, yüksek kromlu çelik için 1000 çevrimde ≤5 g ağırlık kaybı ile ASTM G65 kuru kum aşınma testine tabi tutulur.
Performans Doğrulaması:
Tarama Verimliliği Testi: Sınıflandırılmış malzemelerin bir örneği elenir ve verimlilik (geçen malzeme kütlesi / toplam kütle) × %100 (gerekli ≥%90) olarak hesaplanır.
Titreşim Yorgunluk Testi: Tel kopması veya gevşemesi kontrol edilerek, tel örgü 100 saat boyunca titreşimli bir platformda (1500 devir/dakika) sabitlenir.
Hazırlık:Ekran çerçevesi temizlenir ve çerçevenin montaj yüzeyine boşlukları kapatmak için kauçuk contalar (3-5 mm kalınlığında) yerleştirilir.
Mesh Konumlandırma: Tel örgü, besleme/boşaltma uçlarıyla hizalanacak şekilde çerçeve üzerine düz bir şekilde yerleştirilir. Büyük elekler için, birden fazla tel örgü paneli, üst üste binen kenarlarla (50–100 mm) birleştirilir ve kelepçelenir.
Düzeltme: Örgü, cıvatalar, klipsler veya kama çubukları kullanılarak sabitlenir:
Cıvata Sabitleme: M8–M12 cıvataları kenar boyunca 100–200 mm aralıklarla yerleştirilir ve 30–50 N·m torkla sıkılır.
Kama Çubukları: Çerçeve üzerindeki yuvalara metal kamalar çakılır ve böylece ağ sıkıştırılarak hızlı montaj sağlanır (maden eleklerinde yaygın olarak kullanılır).
Gerilim Ayarı: Titreşim sırasında sarkmayı önlemek için, örgü gergi çubukları veya gergi cıvataları kullanılarak eşit şekilde gerilir (gerilim 10–20 kN/m). Gerilim, bir gerilim ölçer kullanılarak doğrulanır.
Sızdırmazlık ve Test: File paneller ile çerçeve arasındaki boşluklar poliüretan köpük veya kauçuk şeritlerle kapatılır. Titreşim kaynaklı gürültü, file hareketi veya malzeme sızıntısı olup olmadığını kontrol etmek için bir test çalışması (30 dakika) yapılır.






