1. Çok silindirli hidrolik koni kırıcı soketi nedir?
Hp konik kırıcı soketi, konik kırıcının eksantrik manşonunun üst kısmına monte edilir ve çanak mil üst çerçevesi olarak adlandırılır.
2. Çok silindirli hidrolik konik kırıcı soketinin rolü
a. Çanak döşemesini HP serisi konik kırıcı yuvasının üst kısmından sabitleyin
b. Çanak şeklindeki yatak kırma parçasını destekler.
c. Çanak mili üst çerçevesinin contasının kalınlığını ayarlayarak koni makinesi hız problemini ayarlayın.
3. Çok silindirli hidrolik konik kırıcı soketinin kullanımına yönelik önlemler
a. Sıcak bölgelerde, montaj sırasında çanak şaft üst çerçevesiyle su soğutma ve hava soğutma daha uygundur.
b. Hava soğutma, soğuk alanlara kurulan konik kırıcılar için daha uygundur.
c. Çanak mili üst çerçevesinin hasar görmesini önlemek için çanak şeklindeki karonun aşınma derecesine göre değiştirme kararları verin.

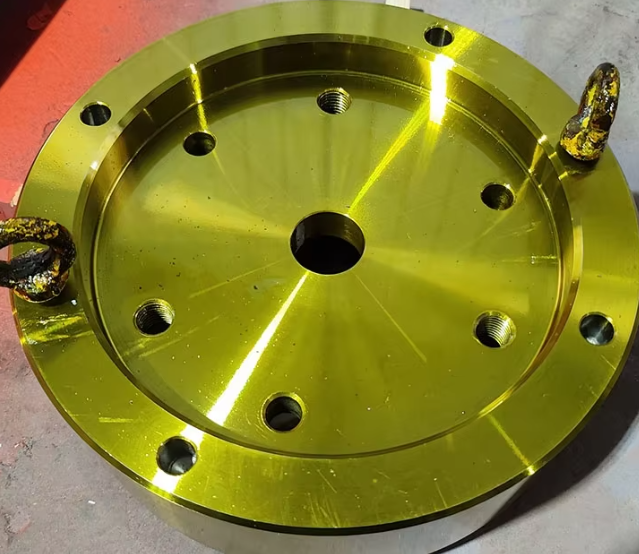
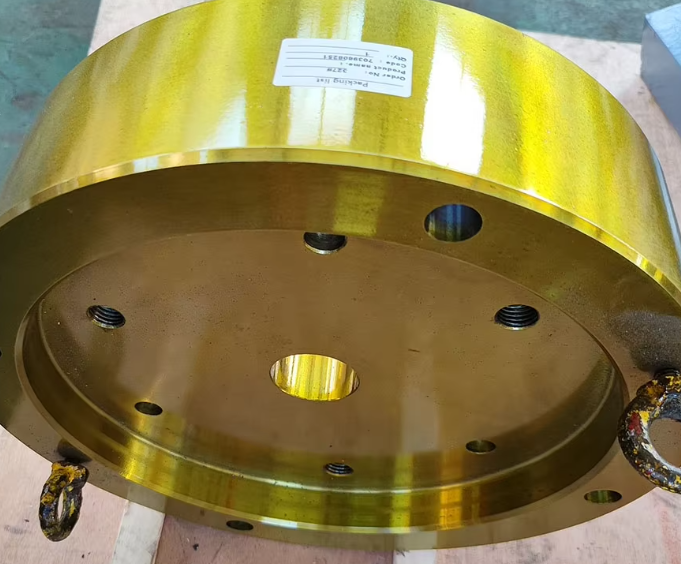
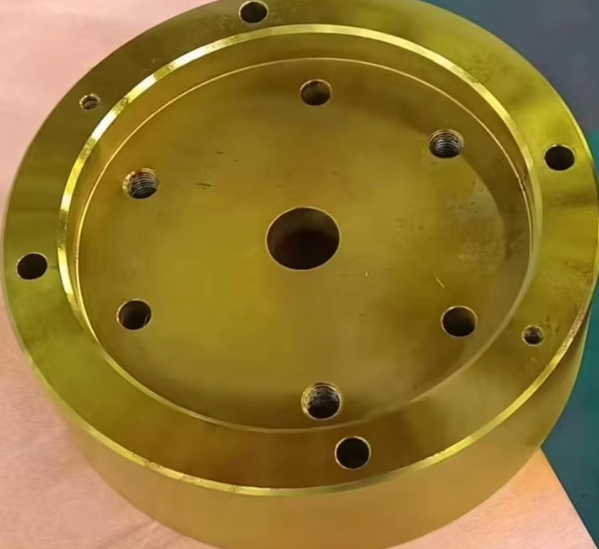
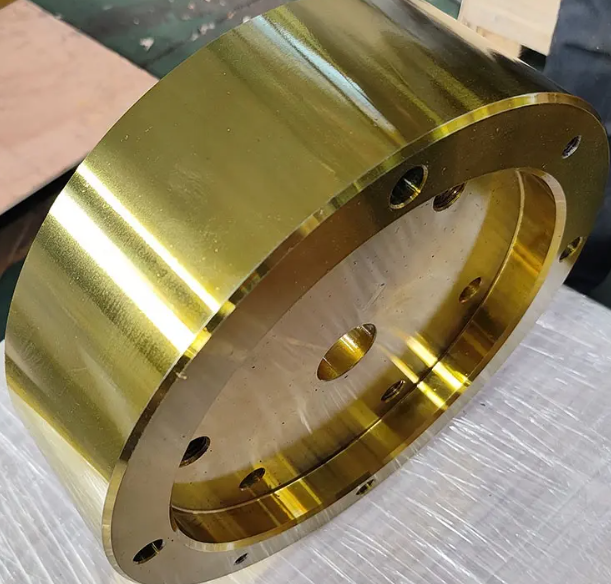
Konik kırıcı kase şeklindeki fayans desteği, konik kırıcıda önemli bir bileşendir. Aşağıda bunun için ayrıntılı bir giriş ve genel üretim süreci verilmiştir: **Ayrıntılı Giriş**: Kase şeklindeki fayans desteği esas olarak kase şeklindeki fayansı destekleme ve sabitleme rolünü oynar. Kase şeklindeki fayans daha sonra konik kırıcının gövde kısmını taşır. Kırıcının çalışması sırasında gövde kısmı kase şeklindeki fayans üzerinde döner ve sallanır. Kase şeklindeki fayans desteği makine tabanına monte edilir ve kalitesi ve performansı kırıcının istikrarlı çalışması için çok önemlidir. Kırıcının çalışması sırasında oluşan büyük basınca ve titreşime dayanacak yeterli mukavemete ve sertliğe sahip olması gerekir. Aynı zamanda, kase şeklindeki fayansın normal çalışmasını sağlamak için destek ile kase şeklindeki fayans arasındaki uyum doğruluğu nispeten yüksektir. **Üretim Süreci**: 1. Tasarım ve malzeme seçimi: Konik kırıcıların özelliklerine ve çalışma gereksinimlerine göre Kırıcı, kase şeklindeki fayans desteğini tasarlayın. Malzemeleri seçerken, hizmet ömrünü sağlamak için genellikle yüksek mukavemetli ve aşınmaya dayanıklı malzemeleri göz önünde bulundurun. 2. Döküm veya boşlukları işleme: Seçilen malzemeye göre, boş parçaları üretmek için döküm veya mekanik işleme yöntemlerini kullanın. Döküm, nispeten karmaşık bir şekil elde edebilir, ancak doğruluk gereksinimlerini karşılamak için sonraki işlemeyi gerektirebilir; mekanik işleme, daha yüksek hassasiyete sahip boşlukları doğrudan elde edebilir. 3. Hassas işleme: Tasarlanan boyuta, şekle ve yüzey doğruluğuna ulaşmak için boşluk üzerinde tornalama, frezeleme, taşlama vb. gibi çeşitli mekanik işlemler gerçekleştirin. Buna montaj yüzeylerinin, bağlantı deliklerinin vb. işlenmesi dahildir. 4. Yüzey işleme: Aşınma direncini, korozyon direncini ve diğer özellikleri iyileştirmek için uygun yüzey işlemini gerçekleştirin. Örneğin, söndürme ve karbürleme gibi ısıl işlem gerçekleştirin veya yüzey kaplama işlemi gerçekleştirin. 5. Kalite denetimi: Boyut doğruluğu denetimi, kusur tespiti vb. dahil olmak üzere üretilen kase şeklindeki fayans desteği üzerinde, herhangi bir kusuru olmadığından ve tasarım gereksinimlerini karşıladığından emin olmak için sıkı kalite denetimi gerçekleştirin. 6. Montaj doğrulaması: Kırıcının normal çalışmasını sağlamak için kase şeklindeki fayans desteğinin diğer bileşenlerle (kase şeklindeki fayanslar, kırıcı tabanı vb.) tam olarak uyumlu olduğundan emin olmak için gerçek montaj ortamında doğrulama yapın. Gerçek üretim sürecinde, belirli işlem adımları ve parametreler üreticiye, ekipman koşullarına ve ürün gereksinimlerine bağlı olarak değişebilir. Kase şeklindeki fayans desteğinin kalitesini ve performansını sağlamak için, her bir bağlantının işlem kalitesinin üretim süreci boyunca sıkı bir şekilde kontrol edilmesi gerekir.Aynı zamanda destek ile çanak şeklindeki kiremit arasındaki montaj boşluğuna da dikkat edilmelidir. Bu önemli bir teknik zorluktur. Çok büyük veya çok küçük bir boşluk, çanak şeklindeki karonun anormal çalışmasına ve hatta ekipmanın arızalanmasına neden olabilir. Çanak şeklindeki yatak burcuna ilişkin bazı ek bilgileri burada bulabilirsiniz. Yatak burcu, çanak şeklindeki kiremit desteğine monte edilen önemli bir parçadır: Çanak şeklindeki yatak burcu (aynı zamanda astar kiremit, çanak şeklindeki kiremit olarak da adlandırılır), konik kırıcının önemli bir parçasında bulunan çok kritik bir bakır bağlantı elemanıdır. İşlevleri şunları içerir: çalışma sırasında ekipmanın kayma sürtünme kuvvetinin azaltılması ve güç kaybının azaltılması; konik kırıcının aşınmaya dayanıklı parçalarının servis ömrünü büyük ölçüde artırmak, bakım ve onarım maliyetlerini azaltmak ve ekipman kullanımını daha yüksek hale getirmek için çabalamak; temas eden çelik parçaları aşınmaya karşı etkili bir şekilde korur. Bakır kısım aşındığında değiştirilmesi kolaydır. Montaj kısmı konik kırıcının ana şaftının çevresinde, kırma duvarının alt duvarı ile çanak şeklindeki kiremit braketinin üst duvarı arasında yer alır ve çok yüksek basınç altındadır. Malzeme ve boyut gereksinimleri nispeten yüksektir. Özellikle çanak şeklindeki kiremit braketi ve kırma duvarı arasındaki montaj boşluğu en önemli teknik zorluktur. İmalat ve montaj hataları nedeniyle, çalışma sırasında çanak şeklindeki yatak burcunun çatlamasına ve hatta ezilmesine neden olmak kolaydır ve bu da ciddi ekipman kazalarına neden olur. Bu nedenle, garantili malzeme ve işleme boyutuna sahip çanak şekilli bir yatak burcunun seçilmesi, ekipmanın normal şekilde çalışıp çalışmadığının anahtarıdır. Çanak şeklindeki yatak burcu sık sık aşınır ve sıklıkla değiştirilmesi gerekir. Bir kırıcı için çanak şeklindeki yatak burcunun özel üretim yöntemi aşağıdaki gibidir (patent içeriğine atıfta bulunarak): Bu çanak şeklindeki yatak burcu, çanak şeklinde bir gövde içerir. Gövdenin orta kısmının üst yüzeyi bir şaft deliği ile donatılmıştır ve orta parçanın alt yüzeyi, daha sonraki kurulum için uygun olan, şaft deliğinin yan duvarı boyunca dikey olarak aşağıya doğru uzanan bir uzatma şaftı manşonu ile donatılmıştır. ; orta kısmın iç yan duvarında, yağı depolayabilen ve fazla yağın gövdenin üst kısmından taşmasını önleyebilen halka şeklinde bir oluk bulunur. Halka şeklindeki oluğun alt yüzeyinde çok sayıda yağ geri dönüş deliği bulunur ve yabancı maddelerin filtrelenmesi rolünü oynamak ve yağlama yağının saflığını sağlamak ve yağın geri dönüşünü önlemek için yağ geri dönüş deliğinde bir filtre süzgeci bulunur. deliğin engellenmesini önler. Filtre ekranı entegre bir oluklu tabakadan oluşur. Bitişik oluklu levhalar, bir dizi filtre deliği oluşturacak şekilde birbirleriyle temas halindedir ve oluklu levha, bir katlama kenarı ile donatılmıştır;oluklu levhayı birkaç eşit uzunlukta oluklu bölüme bölen; oluklu bölümler, oluklu levhanın bir tarafından kıvrım kenarı boyunca başlar ve 180° saat yönünde ve 180° saat yönünün tersine sırayla katlanır ve daha sonra bir makine tarafından preslenerek şekillendirilerek bir filtre ekranı oluşturulur ve filtre ekranının yüzeyi petek şeklindedir. Katlanarak hazırlanan bu filtre ekranı, filtre ekranını iyi bir şekilde şekillendirebilir, oluklu levhaların yanlış hizalanması nedeniyle filtre ekranının yumuşak olma kusurunu etkili bir şekilde önleyebilir ve ayrıca iyi bir filtreleme etkisi gösterebilir. Ek olarak, gövdenin dışında aşınmaya dayanıklı bir tabaka sağlanır, böylece aşınma azaltılır ve hizmet ömrü iyileştirilir. Halka şeklindeki oluğun üzerindeki gövdenin iç yan duvarı, yukarı doğru çıkıntılı halka şeklindeki yükseltilmiş bir destek parçası ile sağlanır ve bunun üzerindeki gövdenin iç yan duvarı, üst halka şeklindeki bir oluk ile sağlanır. Çalışma sırasında, kase şeklindeki yatak burcu kase şeklindeki destek çerçevesine takılır ve kırma konisi gövdesinin alt kısmı, dönüş için kase şeklindeki yatak burcunun iç yan duvarına bastırılır. Halka şeklindeki yükseltilmiş destek parçası, kırma konisi gövdesinin alt duvar yüzeyiyle doğrudan temas halindedir ve ona sürtünür. Kalınlığı nispeten kalındır, böylece destek kuvveti büyüktür ve kırılmaz. Üst halka şeklindeki oluk, fazla yağın gövdenin üstünden taşmasını önlemek için yağı da depolayabilir. Yağ geri dönüş deliğinden gövdenin dış yan duvarından geçer ve çapı halka şeklindeki oluğun genişliğine eşittir, böylece halka şeklindeki oluktaki yağ, uygun şekilde yeniden kullanım için geri akıtılabilir. Uzatma mili kovanının yan duvarı, çok sayıda konumlandırma pim deliği ile donatılmıştır ve gövdenin boynunun iç yan duvarı, sonraki kurulum ve konumlandırma için uygun olan çok sayıda konumlandırma deliği ile donatılmıştır. Aşınmaya dayanıklı katman, yüksek mukavemetli alaşımlı kompozit bir katmandır. Aşınma dirençli tabaka ile gövde arasında bir yüzey tabakası sağlanır. Yüzey tabakası, yüzey işlemiyle aşınma dirençli kaynak telinden yapılır. Aşınma dirençli tabakada bulunan bileşenler ve ağırlık yüzdeleri şunlardır: %25,00-%55,00 krom, %3,00-%8,00 karbon, %0,50-%4,00 manganez, %0,10-%3,00 silisyum, %0,25-%3,00 nikel, %0,25-%3,00 molibden, %0,10-%1,50 vanadyum ve geri kalanı demir ve kaçınılmaz safsızlıklardır. Yüzey tabakasında bulunan bileşenler ve ağırlık yüzdeleri şunlardır: %15,00-%35,00 krom, %3,00-%6,00 karbon, %0,50-%3,00 manganez, %0,20-%2,00 titanyum, %0,50-%1,50 bor, %0,50-%1,50 vanadyum, %0,15-%0,55 nikel, %0,10-%0,50 niyobyum ve geri kalanı demir ve kaçınılmaz safsızlıklardır. Bir yandan gövde ile aşınmaya dayanıklı tabaka arasındaki yüzey tabakasının eritilmesi, aşınma direncini artırırken; diğer yandan gövde ile aşınmaya dayanıklı tabaka arasında,yüzey katmanı ve aşınmaya dayanıklı katman bir"sandviç ekmeği"yapı. Yüzey kaplama katmanı, gövdeyi ve aşınmaya dayanıklı katmanı sıcakta eriterek bağlamak için bir köprü görevi görür. Üçü kaynaştırılır ve ısıl işlemle bir araya getirilir. Kompozit tabakanın kalınlığı artırılırken, gövdenin dış kısmı çift katmanlı aşınmaya dayanıklı koruyucu tabaka ile kaplanarak yapısal sağlamlık artırılıyor.