
Yapısal Destek: Sabit koni astarının, ayar halkasının ve gelen malzeme yükünün (yüzlerce tona kadar) ağırlığını taşıyarak, bu yükleri alt şaseye veya temele aktarır.
Kırma Odası Oluşumu: Hareketli koni ile birlikte çalışarak kırma odasının üst bölümünü oluşturur, ilk malzeme giriş alanını belirler ve cevheri kırma bölgesine yönlendirir.
Bileşen Hizalaması: Sabit koninin ve ayar halkasının hareketli koniye göre hassas konumlandırılmasını sağlayarak, stabil kırma boşluğu kontrolü ve düzgün parçacık boyutu çıkışı sağlanır.
Koruma:Dahili bileşenleri (örneğin eksantrik tertibatı, dişliler) dış darbelerden, tozdan ve çevresel hasarlardan korumak için bunları kapatmak.
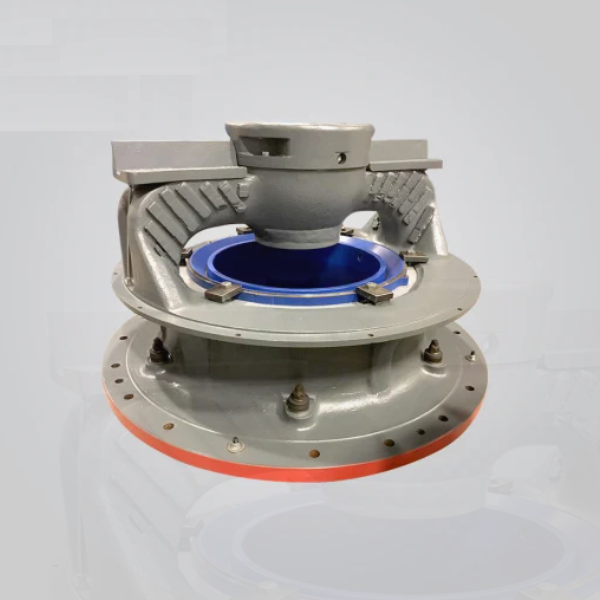
Çerçeve Gövdesi: Genellikle konik veya basamaklı silindirik şekle sahip, büyük boyutlu kırıcılar için yüksek mukavemetli döküm çelikten (örneğin ZG310–570) veya sünek demirden (QT600–3) yapılmış ana yapısal kesit. Duvar kalınlığı 50 ila 150 mm arasında değişir ve yük taşıyan bölgelerde daha kalın kesitler bulunur.
Sabit Koni Montaj Yüzeyi: Sabit konik astarla eşleşen, hassas işlenmiş iç konik yüzey (konik açı 15°–30°), güvenli bağlantı için cıvata delikleri veya kuyruklu kırlangıç olukları içerir.
Ayar Halkası Kılavuzu: Ayar halkasıyla arayüz oluşturan ve sabit koninin kırma boşluğunu değiştirmek için döner şekilde ayarlanmasına olanak tanıyan harici silindirik veya dişli yüzey. Dişli kılavuzlar, pürüzsüz ve yük taşıyan hareket için trapez dişler (metrik veya inç) kullanır.
Flanş Bağlantıları:
Üst Flanş: Besleme hunisini sabitlemek için üst uçta çevresel bir flanş, eşit aralıklı cıvata delikleri (M20–M36) ve malzeme sızıntısını önlemek için işlenmiş bir sızdırmazlık yüzeyi.
Alt Flanş: Alt çerçeveye veya tabana bağlanan, ana şaftla eş merkezliliği garanti eden, ağır hizmet tipi cıvatalara (8.8 veya 10.9 sınıfı) ve hizalama için dübel pimlerine sahip alt flanş.
Güçlendirici Kaburgalar: Çerçeve gövdesi boyunca dağıtılmış, rijitliği artıran ve yük altında sapmayı azaltan (tam yük altında genellikle ≤0,5 mm ile sınırlıdır) iç ve dış radyal kaburgalar (10–30 mm kalınlığında).
Yağlama ve Muayene Portları: Ayar halkası dişlerine yağ iletimi için delinmiş delikler veya döküm kanallar ve iç bileşenlerin görsel muayenesi için erişim portları.
Soğutma Ceketi (Opsiyonel): Büyük kırıcılarda, kırma odasındaki ısıyı dağıtmak için kullanılan, giriş/çıkış portları soğutma sistemine bağlı olan su soğutmalı boşluk.
Malzeme Seçimi:
Yüksek mukavemetli döküm çelik (ZG310–570), mükemmel çekme dayanımı (≥570 MPa) ve darbe tokluğu (uzama ≥%15) nedeniyle ağır yük uygulamaları için tercih edilir. Orta boy çerçeveler için ise daha iyi dökülebilirlik ve daha düşük maliyet için sünek demir (QT600–3) kullanılır.
Desen Yapımı:
Çerçevenin dış şeklini, iç konikliğini, flanşlarını ve kaburgalarını taklit eden poliüretan köpük veya ahşap kullanılarak tam ölçekli bir desen oluşturulur. Malzemeye bağlı olarak çekme payları (%1,5-2,5) eklenir (çelik için daha yüksek) ve kalıbın kolayca çıkarılması için çekme açıları (3°-5°) eklenir.
Kalıplama sırasında deformasyonu önlemek için desen iç desteklerle güçlendirilmiştir.
Kalıplama:
İki parçalı (baş ve sürükleme) bir yeşil kum kalıbı veya reçine bağlı kum kalıbı hazırlanır ve iç boşluk ve kaburgalar büyük kum çekirdekleri kullanılarak oluşturulur. Kalıp yüzeyi, yüzey kalitesini iyileştirmek ve metalin kuma nüfuz etmesini önlemek için refrakter bir yıkama (alümina-silika) ile kaplanır.
Eritme ve Dökme:
Döküm çelik için: Alaşım, mukavemet ve tokluğu dengelemek için kimyasal bileşimi C %0,25-0,35, Si %0,2-0,6 ve Mn %0,8-1,2 olacak şekilde kontrol edilerek 1520-1560°C'de bir elektrik ark fırınında eritilir.
Döküm, kalıp boşluğunu türbülans (gözenekliliğe veya soğuk kapanmalara neden olabilir) olmadan doldurmak için sabit bir akış hızı (50-100 kg/s) sağlayan, alttan döküm mekanizmalı büyük bir kepçe kullanılarak gerçekleştirilir. Çelik için döküm sıcaklığı 1480-1520°C, sünek demir için ise 1380-1420°C'dir.
Soğutma ve Sarsıntı:
Döküm, termal stresi en aza indirmek için kalıpta 72-120 saat soğutulur ve ardından titreşimle temizlenir. Kum kalıntıları, Ra50-100 μm yüzey pürüzlülüğü elde etmek için bilyeli püskürtme (G18 çelik grit) kullanılarak temizlenir.
Isıl İşlem:
Döküm çelik çerçeveler, tane yapısını iyileştirmek için normalizasyona (850–900°C, hava soğutmalı) tabi tutulur ve ardından sertliği 180–230 HBW'ye düşürmek için tavlama işlemine (600–650°C) tabi tutulur ve işlenebilirlik iyileştirilir.
Sfero döküm çerçeveler, karbürleri gidermek ve sertliği 190–270 HBW'ye düşürmek için 850–900°C'de (fırında soğutularak) tavlanır.
Kaba İşleme:
Döküm gövde, üst ve alt flanş yüzeylerini, dış çapı ve referans yüzeylerini işlemek için büyük bir CNC delme frezesi veya gantry freze üzerine monte edilir ve 5-10 mm'lik bir son işlem payı bırakılır. Bu, sonraki işlemeler için düzlük (≤2 mm/m) sağlar.
Dahili konik yüzey (sabit koni montajı), canlı takım eksenine sahip bir CNC torna tezgahı kullanılarak kaba tornalanır ve konik açının tasarıma göre ±0,5° içinde olması sağlanır.
Ara Isıl İşlem:
Kaba işleme sırasında oluşan artık gerilmeleri gidermek ve son işleme sırasında deformasyonu önlemek için 600–650°C'de (hava soğutmalı) gerilim giderme tavlaması yapılır.
Son İşleme:
Flanşlar: Üst ve alt flanşlar, CNC freze tezgahı kullanılarak düzlük (≤0,1 mm/m) ve çerçeve eksenine diklik (≤0,05 mm/100 mm) elde etmek için son işleme tabi tutulmuştur. Cıvata delikleri, çerçeve merkezine göre konumsal doğruluk (±0,2 mm) ile sınıf 6H toleransına göre delinmiş ve diş açılmıştır.
İç Konik: Sabit koni montaj yüzeyi, sabit koni ile uygun uyumu sağlamak için konik açı toleransı (±0,1°) ve çap toleransı (±0,2 mm) ile Ra3,2 μm yüzey pürüzlülüğüne kadar son torna işlemine tabi tutulmuştur.
Ayar Halkası Kılavuzu: Dişli yüzeyler (varsa) CNC diş frezeleme makinesi kullanılarak hassas bir şekilde işlenir, diş aralığı toleransı (±0,05 mm) ve profil doğruluğu sağlanarak düzgün ayar hareketi sağlanır.
Yüzey İşlem:
Dış yüzey, dış mekanlarda veya nemli ortamlarda korozyona karşı dayanıklılık sağlamak amacıyla epoksi astar ve poliüretan son kat boya (toplam kalınlık 100-150 μm) ile boyanmaktadır.
İşlenmiş birleşme yüzeyleri (flanşlar, iç konik) depolama ve nakliye sırasında oksidasyonu önlemek için pas önleyici yağ ile kaplanmıştır.
Döküm Kalite Denetimi:
Kritik yük taşıma alanlarında (flanşlar, kaburga bağlantıları) iç kusurları tespit etmek için ultrasonik test (UT) yapılır (örneğin, büzülme gözenekleri >φ5 mm reddedilir).
Manyetik parçacık testi (MPT), flanşlarda ve dişli bölgelerde yüzey çatlaklarını kontrol eder ve herhangi bir doğrusal kusurun >1 mm olması durumunda reddedilir.
Boyutsal Doğruluk Kontrolleri:
Büyük bir ölçüm hacmine sahip bir koordinat ölçüm makinesi (CMM), temel boyutları doğrular: toplam yükseklik (±1 mm), flanş düzlüğü, konik açı ve cıvata deliği konumları.
Çerçevenin konsantrikliği (iç konikliğe göre dış çap), toleransı ≤0,1 mm/m olan bir lazer takip cihazı kullanılarak ölçülür.
Malzeme Testi:
Kimyasal bileşim analizi (spektrometri), malzeme standartlarına uygunluğu doğrular (örneğin, ZG310–570: C ≤%0,37, Mn ≤%1,2).
Sertlik testi (Brinell), çerçevenin sertlik spesifikasyonlarını (çelik için 180–230 HBW, sünek demir için 190–270 HBW) karşıladığından emin olunmasını sağlar.
Yük Testi:
Anma yükünün %120'si 24 saat boyunca üst flanşa uygulanarak statik yük testi yapılır ve kadran göstergeleriyle ölçülen gözle görülür bir deformasyona izin verilmez.
Montaj Uygunluğu Doğrulaması:
Çerçeve, uygun hizalama ve uyumu doğrulamak için sabit koni, ayar halkası ve besleme hunisi ile deneme montajı yapılır ve eşleşen yüzeyler arasındaki boşluklar (≤0,1 mm) kalınlık mastarları kullanılarak kontrol edilir.















