Aşırı Yük Koruması: Yabancı cisimlerin (örneğin metal hurdaları) kırma odasına girmesi durumunda oluşan darbe enerjisini emerek, hareketli ve sabit konilerin geçici olarak ayrılmasına olanak vererek ana şaft, dişliler ve gömleklerin hasar görmesini önler.
Titreşim Sönümleme: Ezme sırasında oluşan yüksek frekanslı titreşimleri azaltarak gürültüyü en aza indirir ve yatakların ve diğer hassas parçaların kullanım ömrünü uzatır.
Sıfırlama Gücü: Aşırı yüklenme sonrasında ayar halkasının veya hareketli koninin orijinal pozisyonuna geri dönmesi için geri yükleme kuvveti sağlanarak, ezilme aralığının korunması sağlanır.
Ön Yükleme Uygulaması: Ayar halkasının gevşemesini önlemek için sürekli basınç uygulanarak, değişen malzeme yükleri altında stabil bir çalışma sağlanır.
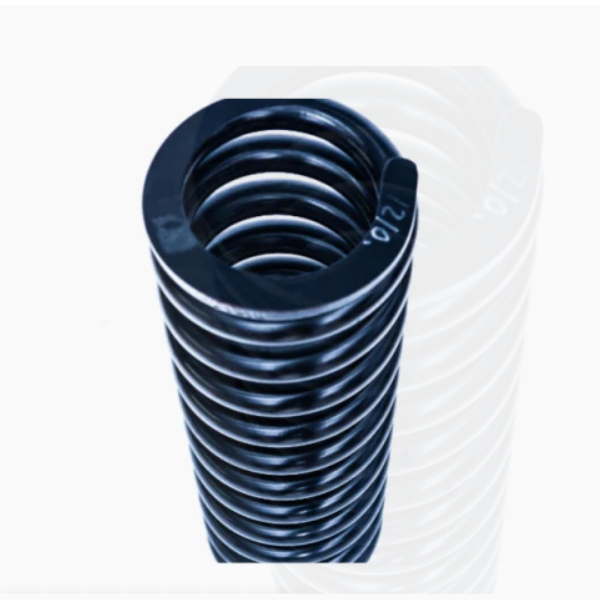
Yay Bobini: Ana gövde, çapı 20 mm ile 80 mm arasında değişen yüksek karbonlu yay çeliği telden (örneğin, 60Si2MnA veya 50CrVA) yapılmıştır. Bobin, belirli sayıda aktif bobin (genellikle 5-15) ve sabit oturma için uç bobinleri (1-2) içeren tek tip bir sarmal yapıya sahiptir.
Uç Yüzler: Üst ve alt bobin uçları, paralel uçlu yaylar için düz veya kare (topraklanmamış uçlar için) olarak taşlanabilir, böylece yay eksenine diklik ve düzgün yük dağılımı sağlanır.
Yay Çapı: Dış çap (OD, 150–500 mm) ve iç çap (ID) dahil, yeterli sıkıştırma strokuna (tipik olarak serbest uzunluğun %10–30'u) izin vermek için 20–100 mm'lik bir adım (bitişik bobinler arasındaki mesafe).
Kanca veya Bağlantı Özellikleri (Opsiyonel): Daha küçük yaylar için, ayar halkasına veya tabana bağlanmak üzere uç kancaları oluşturulabilir, ancak çoğu büyük kırıcı yay doğrudan temas için düz uçlar kullanır.
Yüzey Kaplama: Özellikle nemli veya tozlu madencilik ortamlarında korozyona karşı direnç sağlamak için çinko kaplama, epoksi kaplama veya yağ daldırma gibi koruyucu bir tabaka.
Malzeme Seçimi ve Hazırlanması:
Yüksek karbonlu yay çeliği teli (60Si2MnA), mükemmel elastiklik sınırı (≥1200 MPa) ve yorulma dayanımı nedeniyle seçilmiştir. Tel, yüzey kusurları (çizikler, çatlaklar) açısından incelenmiş ve tek tip çap (tolerans ±0,1 mm) sağlamak için düzeltilmiştir.
Sarma:
Tel, hassas mandrel ve silindirler kullanılarak helezon şeklinde bükülen bir CNC yay sarma makinesine beslenir. Makine şunları kontrol eder:
Saha: Bobinler arasında eşit aralık sağlanması (tolerans ±0,5 mm).
Çap: Dış çapın tasarım değerinin ±1 mm içinde tutulması.
Bobin Sayısı: Serbest uzunluk spesifikasyonunu (tolerans ±2 mm) karşılamak için aktif ve uç bobinlerin hassas bir şekilde sayılması.
Isıl İşlem:
Söndürme ve Tavlama: Sarmal yay, bir fırında 850-880°C'ye ısıtılır, 30-60 dakika tutulur ve ardından martensitik bir yapı elde etmek için yağda söndürülür. Daha sonra kırılganlığını azaltmak için 420-480°C'de 1-2 saat temperlenir ve bunun sonucunda 45-50 HRC sertlik ve 1600-1900 MPa çekme dayanımı elde edilir.
Bu işlem, yayın elastik özelliklerini ayarlayarak, kalıcı deformasyona uğramadan tekrarlanan basınçlara dayanabilmesini sağlar.
Son İşleme:
Yay uç bobinleri, paralellik (≤0,1 mm/m) ve yay eksenine diklik (≤0,5°) elde etmek için bir yüzey taşlama makinesi kullanılarak düzleştirilir ve böylece üst çerçeve ve taban üzerinde sabit bir şekilde oturması sağlanır.
Çapak alma, taşlanmış uçlardaki keskin kenarları temizleyerek, gerilim yoğunlaşmasını ve eşleşen yüzeylerde hasar oluşmasını önler.
Bahar Seçimi ve Eşleştirme:
Yaylar, eşit yük dağılımını sağlamak için serbest uzunluk ve yay oranına (sertlik) göre sıralanır. Eşit olmayan yüklemeyi önlemek için oran değişimi >5% olan yaylar reddedilir.
Montaj Plakası Montajı:
Yayların konumlandırılması için, yay dış çapına uygun deliklere sahip üst ve alt montaj plakaları (çelik veya döküm) kullanılır. Her yay, kendi deliğine yerleştirilir ve yanal hareketi önlemek için tutma halkalarıyla sabitlenir.
Ön Yükleme Ayarı:
Montaj, belirtilen ön yüke (hidrolik pres kullanılarak) sıkıştırılır ve takozlarla yerine sabitlenir, böylece her bir yay eşit yük taşır (±%2 toleranslı yük hücreleri aracılığıyla ölçülür).
Malzeme Testi:
Kimyasal bileşim analizi (spektrometri), yay çeliğinin standartları karşıladığını doğrular (örneğin, 60Si2MnA: C %0,56–0,64, Si %1,50–2,00, Mn %0,60–0,90).
Tel numuneleri üzerinde yapılan çekme testi, nihai çekme dayanımını (≥1600 MPa) ve uzamayı (≥%6) ölçer.
Boyutsal Doğruluk Kontrolleri:
Koordinat ölçüm makinesi (CMM), bobin çapını, eğimini, serbest uzunluğunu ve uç düzlüğünü denetleyerek tasarım toleranslarına uygunluğu sağlar.
Bir yay test cihazı, belirtilen aralıkta (±%5) olduğunu doğrulamak için oranı (mm sıkıştırma başına kuvvet) ölçer.
Mekanik Özellik Testi:
Sertlik testi (Rockwell), yayın HRC 45–50 sertliğe sahip olmasını sağlar; çekirdek sertliği, düzgün ısıl işlemi doğrulamak için mikro sertlik profiliyle kontrol edilir.
Yorulma testinde yay, çatlak veya kalıcı deformasyona izin verilmeden 10⁶ sıkıştırma çevrimine (maksimum sapmanın %10'undan %70'ine kadar) tabi tutulur.
Tahribatsız Muayene (NDT):
Manyetik parçacık testi (MPT), bobinlerdeki yüzey çatlaklarını, özellikle bobin kıvrımlarında (gerilim yoğunlaşma noktaları) tespit eder ve 0,2 mm'den uzun herhangi bir çatlak reddedilir.
Ultrasonik test (UT), telin yorulma ömrünü azaltabilecek iç kusurlarını (örneğin, kapanımlar) inceler.
Korozyon Direnci Testi:
48 saatlik tuz püskürtme testi (ASTM B117), çinko kaplı veya boyalı yayları değerlendirir ve kritik yüzeylerde kırmızı pas oluşumuna izin vermez.















