Genel Yapısal Destek: Tüm komponentlerin (eksantrik burç, hareketli koni, kazan, motor vb.) ağırlığını ve çalışma esnasında oluşan kırma kuvvetlerini (binlerce tona kadar) taşıyarak stabil çalışmasını sağlar.
Kuvvet İletimi: Kırma işleminden kaynaklanan düşey ve yatay yükleri temele dağıtarak titreşim ve gürültüyü azaltır.
Bileşen Konumlandırma:Eksantrik burç, ana mil yatağı, çanak ve diğer önemli parçalar için hassas montaj yüzeyleri ve yerleştirme özellikleri sağlayarak, bunların doğru göreceli konumlarını garanti altına alır.
Koruyucu Muhafaza: Eksantrik tertibatı ve dişliler gibi iç bileşenleri barındırır, toz, su ve döküntülerin girmesini önler ve operatörleri hareketli parçalardan korur.
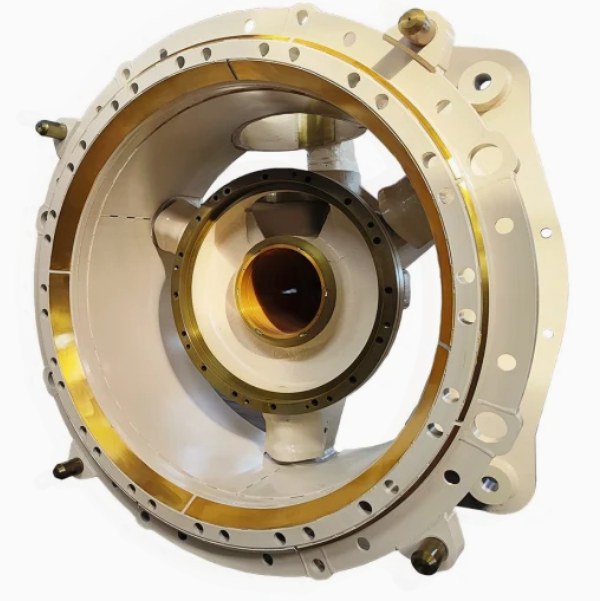
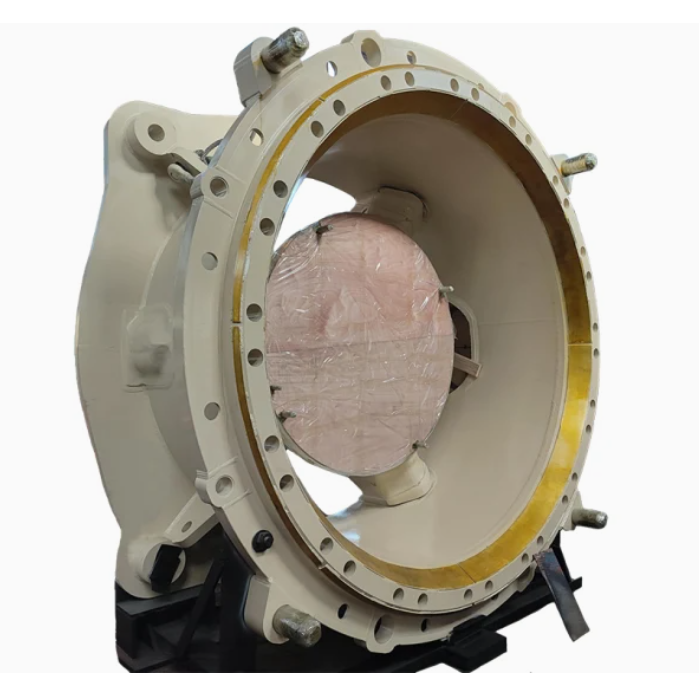
Çerçeve Gövdesi: Genellikle kalın duvarlı (80–200 mm) içi boş bir kutu veya silindirik şekilli ana yapı, yüksek dayanımlı döküm çelikten (örneğin, ZG35CrMo) veya kaynaklı düşük alaşımlı çelik levhalardan (örneğin, Q355B) yapılır.
Rulman Yatağı: Ana mil yatağını yerleştirmek için çerçevenin alt veya üst kısmında bulunan silindirik girinti, uygun yatak uyumunu sağlamak için hassas işlenmiş iç yüzeye (tolerans IT6) sahiptir.
Eksantrik Burç Odası: Şasinin ortasında eksantrik burcun takıldığı, işlenmiş iç yüzeye ve yağlama için yağ kanallarına sahip dairesel bir boşluk.
Montaj Flanşları:
Taban Flanşı: Çerçeveyi temele sabitlemek ve stabiliteyi sağlamak için alt kısımda cıvata delikleri bulunan büyük bir flanş.
Üst Flanş: Kase veya ayar halkasına bağlanmak için üstte bulunan flanş, genellikle hizalama için kılavuz pimleri veya yuvaları vardır.
Güçlendirici Kaburgalar: Çerçevenin sağlamlığını artırmak ve yük altında deformasyonu azaltmak için radyal veya eksenel olarak düzenlenmiş iç ve dış kaburgalar (30–80 mm kalınlığında).
Yağlama ve Soğutma Kanalları: Yataklara ve eksantrik parçalara yağlama yağı vermek ve bazı büyük çerçevelerde soğutma suyunu dolaştırmak için delinmiş delikler veya döküm geçitler.
Muayene ve Erişim Kapıları: Dahili bileşenlerin bakımı ve denetimi için çıkarılabilir paneller veya kapılar.
Malzeme Seçimi:
Yüksek dayanımlı döküm çeliği (ZG35CrMo), çekme dayanımı (≥700 MPa), darbe tokluğu (≥35 J/cm²) ve iyi dökülebilirlik gibi mükemmel mekanik özellikleri nedeniyle seçilmiştir.
Desen Yapımı:
Çerçevenin dış şeklini, iç boşluklarını, kaburgalarını, flanşlarını ve diğer özelliklerini taklit eden tam ölçekli bir desen, ahşap, köpük veya reçineden yapılır. Malzemeye ve parça boyutuna bağlı olarak büzülme payları (%1,5-2,5) eklenir.
Kalıplama sırasında deformasyonu önlemek için desen güçlendirilir ve çekirdekler iç boşluklar ve kanallar oluşturacak şekilde tasarlanır.
Kalıplama:
Reçine ile bağlanmış kum kullanılarak bir kum kalıp hazırlanır ve model kalıba yerleştirilir. İç yapıyı oluşturmak için çekirdekler yerleştirilir ve bu sayede doğru duvar kalınlığı ve elemanlar arasındaki boyutsal ilişkiler sağlanır.
Kalıp, yüzey kalitesini iyileştirmek ve metalin kuma nüfuz etmesini önlemek için refrakter bir kaplama ile kaplanır.
Eritme ve Dökme:
Döküm çelik, kimyasal bileşimi sıkı bir şekilde kontrol edilerek (C: %0,32-0,40, Cr: %0,8-1,1, Mo: %0,15-0,25) 1520-1560°C'de elektrik ark ocağında eritilir.
Döküm, kalıp boşluğunun türbülans olmadan tamamen dolmasını sağlamak için kontrollü akış hızıyla 1480–1520°C'de yapılır; türbülans, kusurlara neden olabilir.
Soğutma ve Isıl İşlem:
Döküm, termal stresi azaltmak için kalıp içerisinde 72-120 saat boyunca yavaşça soğutulur, daha sonra çıkarılıp bilyeli püskürtme ile temizlenir.
Isıl işlem, tane yapısını iyileştirmek için normalizasyonu (850–900°C, hava soğutmalı) ve sertliği 180–230 HBW'ye düşürmek için tavlamayı (600–650°C) içerir ve işlenebilirliği artırır.
Kaba İşleme:
Döküm gövde, taban flanşını, üst flanşı ve dış referans yüzeylerini işlemek için büyük bir CNC delme frezesi veya portal freze üzerine monte edilir ve 5-10 mm'lik bir bitirme payı bırakılır.
Rulman Yatağı ve Hazne İşleme:
Yatak yuvası ve eksantrik burç haznesi, yüksek boyutsal doğruluk (tolerans IT6) ve yüzey pürüzlülüğü (Ra0,8–1,6 μm) elde etmek için önce kaba delinir, ardından son delinir ve honlanır.
Yağ kanalları, CNC freze tezgahı kullanılarak yatak gövdesi ve haznesinde işlenir.
Flanş ve Montaj Yüzey İşleme:
Taban ve üst flanşlar, düzlük (≤0,05 mm/m) ve çerçeve eksenine diklik (≤0,1 mm/100 mm) sağlamak için son işleme tabi tutulmuştur.
Cıvata delikleri CNC delme makinesi kullanılarak hassas pozisyonlara (tolerans ±0,1 mm) delinir ve diş açılır.
Takviye Kaburga ve Dış Yüzey İşleme:
Döküm hatalarını gidermek ve ölçülerin düzgün olmasını sağlamak için dış kaburgalar işlenir.
Dış yüzey, görünümü iyileştirmek ve boyama işlemini kolaylaştırmak için son işlemden geçirilmiştir.
Yüzey İşlem:
Çerçeve korozyona karşı dayanıklı olması için pas önleyici astar ve son kat boya ile boyanmıştır.
İşlenmiş montaj yüzeyleri ve yatak bağlantıları pas önleyici yağ veya gres ile korunmaktadır.
Malzeme Testi:
Belirtilen malzeme standartlarına uygunluğun sağlanması için kimyasal bileşim analizi yapılır.
Mekanik özellikleri doğrulamak amacıyla test numunelerine çekme testi ve darbe testi uygulanır.
Boyutsal Muayene:
Rulman yuvası çapı, flanş düzlüğü ve delik konumları gibi kritik boyutları kontrol etmek için bir koordinat ölçüm makinesi (CMM) kullanılır.
Genel şeklin ve boyutların 3B modele göre doğrulanması için lazer tarama kullanılır.
Tahribatsız Muayene (NDT):
Çerçeve gövdesi ve kaburgalarda oluşan çatlak ve büzülme gibi iç kusurların tespiti için ultrasonik test (UT) kullanılır.
Manyetik parçacık testi (MPT), özellikle cıvata delikleri ve gerilim yoğunlaşma noktaları çevresinde, yüzey ve yüzeye yakın alanlarda gerçekleştirilir.
Mekanik Test:
Çerçevenin gerekli sertlik aralığını (180–230 HBW) karşıladığından emin olmak için sertlik testi yapılır.
Çerçevenin aşırı deformasyona uğramadan tasarım yüklerine dayanma kabiliyetini doğrulamak için yük testi yapılabilir.
Montaj ve Fonksiyonel Test:
Çerçeve, uygun uyum ve hizalamayı sağlamak için eksantrik burç ve ana şaft gibi temel bileşenlerle deneme montajı yapılır.
Titreşim testi, simüle edilen çalışma sırasında aşırı titreşim olup olmadığını kontrol etmek için yapılır.















