Dinamik Dengeleme: Hareketli koninin ve eksantrik burcun eksantrik dönüşünden kaynaklanan merkezkaç kuvvetini dengeleyerek, çalışma sırasındaki titreşim ve gürültüyü azaltır. Bu sayede şasi, yataklar ve diğer yapısal bileşenler üzerindeki stres en aza indirilir.
Stabilite Arttırımı: Eksantrik tertibatının yüksek devirlerde (500–1500 dev/dak) düzgün dönmesini sağlayarak, ana şaft ve yatakların erken aşınmasına veya arızalanmasına yol açabilecek dengesiz yüklenmelerin önlenmesi.
Enerji Optimizasyonu: Titreşim sönümlemesiyle ilişkili güç tüketimini azaltarak kırıcının genel enerji verimliliğini artırır.
Yük Dağılımı: Kırma çevrimi sırasında kırıcı gövdesine uygulanan yanal kuvvetlerin dengelenmesi, aşırı sapmanın önlenmesi ve tutarlı kırma boşluğu hassasiyetinin sağlanması.
Ağırlık Vücut: Yüksek yoğunluklu dökme demir (HT350), sünek demir (QT600-3) veya beton dolgulu çelikten (büyük kırıcılar için) yapılmış, ağır hizmet tipi bir yapı. Malzeme yoğunluğu, yeterli kütle (kırıcı boyutuna bağlı olarak 50-500 kg) sağlamak için 7,0-7,8 g/cm³ arasında değişir.
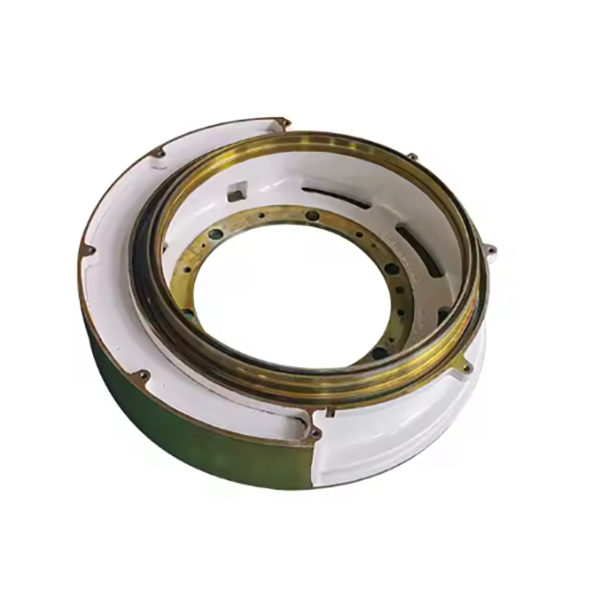
Halka şeklindeki segmentler: Büyük kırıcılarda, montajı kolaylaştırmak için karşı ağırlık genellikle 2 ila 6 parçaya (örneğin 4 eşit parçaya) bölünür. Her parçanın radyal genişliği 100 ila 300 mm, kalınlığı ise 50 ila 150 mm'dir.
Montaj Özellikleri:
Cıvata Delikleri: Ağırlığı eksantrik burca sabitlemek için çevresel olarak aralıklı delikler (8–24), merkezkaç kuvvetlerine dayanacak şekilde diş sınıfı 8.8 veya daha yüksek.
Pinleri Bulma: Eksantrik burçtaki ilgili deliklere oturan, montaj yüzeyindeki silindirik çıkıntılar hassas açısal konumlandırmayı sağlar.
Dengeleme Sekmeleri: Ağırlık dağılımını hassas bir şekilde ayarlamak için dış çevrede küçük ayarlanabilir plakalar veya dişli delikler bulunur. Bunlar, optimum dengeyi sağlamak için küçük ağırlıkların (100–500 g) eklenmesine/çıkarılmasına olanak tanır.
Takviye Kaburgaları: Yapısal sağlamlığı artıran ve santrifüj gerilimi altında deformasyonu önleyen iç veya dış radyal kaburgalar. Kaburga kalınlığı, segment boyutuna bağlı olarak 10-30 mm arasında değişmektedir.
Pürüzsüz Dış Yüzey:Dönme sırasında hava direncini azaltmak ve dinamik sürüklenmeyi en aza indirmek için düşük pürüzlülüğe (Ra3.2–6.3 μm) sahip işlenmiş dış çevre.
Korozyon Koruma Katmanı: Tozlu veya nemli ortamlarda paslanmaya karşı direnç sağlamak için boyanmış veya galvanizlenmiş bir kaplama (50–100 μm kalınlığında).
Malzeme Seçimi:
Yüksek Yoğunluklu Dökme Demir (HT350): Yüksek yoğunluğu (7,2–7,3 g/cm³), basınç dayanımı (≥350 MPa) ve maliyet etkinliği nedeniyle tercih edilir. Kimyasal bileşimi: C %3,2–3,6, Si %1,8–2,4, Mn %0,6–1,0, düşük kükürt/fosfor (her biri ≤%0,035).
Sfero Döküm (QT600-3): Yüksek gerilimli uygulamalarda kullanılır, daha iyi darbe direnci (uzama ≥%3) ve çekme dayanımı (≥600 MPa) sunar.
Desen Yapımı:
Her segment için cıvata delikleri, tespit pimleri ve kaburgalar dahil olmak üzere tam ölçekli bir desen (köpük, ahşap veya reçine) oluşturulur. Soğuma büzülmesini hesaba katmak için büzülme payları (%1,2-1,8) eklenir.
Kalıplama:
Reçine bağlı kum kalıpları hazırlanır ve çekirdekler cıvata delikleri ve iç parçalar oluşturmak için kullanılır. Kalıp boşluğu, yüzey kalitesini iyileştirmek ve kum birikmesini önlemek için refrakter bir kaplama ile kaplanır.
Eritme ve Dökme:
Dökme demir, iyi akışkanlık için karbon eşdeğeri %4,2-4,6 arasında kontrol edilerek 1380-1420°C'de bir kupol veya indüksiyon fırınında eritilir.
Döküm, kalıbın tamamen dolmasını sağlamak ve cıvata deliği çıkıntıları gibi yüksek gerilimli bölgelerdeki gözenekliliği en aza indirmek için kontrollü bir akış hızıyla 1350–1380°C'de gerçekleştirilir.
Isıl İşlem:
Tavlama:Dökümler 2-4 saat boyunca 550–600°C'ye kadar ısıtılır, ardından iç gerilimi azaltmak için yavaşça soğutulur ve bu sayede işleme veya operasyon sırasında çatlama riski azaltılır.
Normalizasyon (İsteğe bağlı): Sfero dökümde 850–900°C'ye kadar ısıtma ve ardından hava soğutması mikro yapıyı iyileştirir ve mekanik özellikleri iyileştirir.
Kaba İşleme:
Döküm parçaları, montaj yüzeyine ve dış çevreye odaklanılarak fazla malzemeyi kesmek için bir CNC torna veya freze tezgahına monte edilir. Boyutsal tolerans ±1 mm ile kontrol edilir.
Montaj Özelliklerinin Hassas İşlenmesi:
Cıvata Delikleri: CNC işleme merkezinde delinmiş ve diş açılmıştır, diş toleransı 6H ve eksantrik burçla hizalanmayı sağlamak için pozisyon hassasiyeti (±0,2 mm).
Pinleri Bulma: Montaj yüzeyine göre diklik (≤0,05 mm/100 mm) ile h6 çap toleransına göre işlenmiştir.
Montaj Yüzeyi: Eksantrik burçla düzgün temas sağlamak ve yük yoğunlaşmasını önlemek için düzlüğe (≤0,1 mm/m) ve pürüzlülüğe Ra3,2 μm taşlanmıştır.
Dengeleme Sekmeleri Hazırlığı:
Dış çevreye işlenmiş veya kaynaklanmış çıkıntılar, denge ağırlıklarının takılması için dişli deliklere sahiptir. Bu özellikler, 15–30°'lik artışlarla ayarlamaya olanak sağlayacak şekilde konumlandırılmıştır.
Yüzey İşlem:
Dış yüzey, kireçten arındırılmak üzere kumlanır, ardından korozyon direnci için epoksi astar (60–80 μm) ve son kat (40–60 μm) ile boyanır.
Montaj sırasında aşınmayı önlemek için dişli delikler antiseize bileşik ile kaplanmıştır.
Malzeme Testi:
Kimyasal bileşim analizi (spektrometri) HT350 veya QT600-3 standartlarına uygunluğu doğrular.
Yoğunluk testi (su deplasmanı yoluyla), malzeme yoğunluğunun spesifikasyonları (≥7,0 g/cm³) karşıladığından emin olunmasını sağlar.
Boyutsal Doğruluk Kontrolleri:
Koordinat ölçüm makinesi (CMM) kritik boyutları denetler: segment ağırlığı (tolerans ±%0,5), cıvata deliği konumları ve montaj yüzeyinin düzlüğü.
Lazer tarayıcı, dış çevre profilini doğrulayarak aerodinamik verimliliği garantiliyor.
Yapısal Bütünlük Testi:
Ultrasonik test (UT), cıvata deliği çıkıntılarındaki iç kusurları (örneğin, büzülme gözenekleri) tespit eder ve >φ3 mm'ye kadar olan kusurlar reddedilir.
Manyetik parçacık testi (MPT), kaburgalar ve montaj kenarları gibi yüksek gerilimli bölgelerdeki yüzey çatlaklarını kontrol eder.
Dinamik Dengeleme Testi:
Montajı tamamlanan segmentler bir dengeleme makinesine monte edilir ve çalışma hızında (500-1500 dev/dak) döndürülür. Dengesizlik, dengeleme tırnakları kullanılarak ölçülür ve düzeltilir; kalan dengesizlik ≤5 g·mm/kg ile sınırlandırılır.
Yük Testi:
Statik yük testi, montaj cıvatalarına nominal santrifüj kuvvetinin %150'sini uygular ve herhangi bir deformasyona veya diş kaybına izin vermez.















